Гальваническое производство что это такое
Услуги гальванического производства
Наше предприятие не только производит различные изделия: эллиптические днища, заглушки, фланцы и многое другое. На участке гальванических покрытий возможно нанесение металлического поверхностного слоя на детали из самых разных материалов. Металлическая пленка, образующаяся на обрабатываемом изделии, может иметь различную толщину, но она не способна оказать существенное влияние на размеры детали. В то же время устойчивость изделия после такой обработки к коррозии и другим негативным воздействиям существенно увеличивается.
Виды покрытий в гальванике
В результате электрохимической реакции можно получать самые разнообразные покрытия. Их выбор зависит от назначения изделия и условий его эксплуатации:
- для повышения устойчивости стали, чугуна, других сплавов и металлов к коррозии чаще всего используется цинкование и лужение, но также высокими антикоррозийными свойствами обладает гальваническое покрытие из хрома и свинца;
- сделать изделие более устойчивым к истиранию помогает хромирование и железнение;
- очень часто гальванические покрытия применяются для придания изделию привлекательного вида и особой декоративности. Красивый блестящий цвет можно получить в результате хромирования, меднения, серебрения, золочения, а также анодирования алюминия;
- металлические покрытия, полученные электрохимическим способом, часто применяются в технических целях. Серебро и никель повышают электропроводимость, покрытия из них используют для контактов в электронной промышленности. Медь и кадмий прекрасно поддаются пайке, поэтому их наносят на отдельные части деталей, которые потом соединяются в единое целое. Медь и хром часто используют при проведении реставрации автомобильных деталей или частей трущихся механизмов.
Используя гальванические покрытия, можно полностью изменить свойства поверхностного слоя изделия. Например, изделия из пластика могут служить проводником тока, а чугун приобретает красивую блестящую поверхность.
Особенности процессов
Гальванические процессы протекают в растворах электролитов после пропускания через них электрического тока. В качестве оборудования используются специальные емкости различных размеров – гальванических ваннах. На производстве участок гальванических покрытий чаще всего представляет собой ряд емкостей, в которых все изделия проходят поэтапную обработку.
Нанесение защитного покрытия электрохимическим способом состоит из таких основных этапов:
- предварительная подготовка изделия включает в себя механическую очистку, полировку (при необходимости), а также химическое обезжиривание и удаление остатков масляной пленки. От качества подготовки поверхности изделия во многом зависит надежность и прочность готового покрытия;
- перед попаданием изделия в раствор электролита, его несколько раз промывают водой, чтобы удалить все следы использованных для обезжиривания веществ;
- электрохимические процессы проводятся в подготовленных растворах электролитов. Если процесс требует нескольких реакций, то они происходят последовательно, с изменением режима или используемого раствора;
- большинство гальванических процессов требуют проведения пассирования изделий после нанесения основного покрытия. В зависимости от наносимого металла, для этих целей может быть применена горячая вода или хроматирование;
- завершающая стадия включает в себя промывку изделия и сушку горячим сжатым воздухом.
После нанесения гальванических покрытий, изделия приобретают красивый внешний вид и поверхность, которая не требует дальнейшей обработки и полировки.
Организация гальванического производства
Гальваническое производство принято считать едва ли не самым опасным источником, негативно отражающимся на состоянии окружающей среды. Основная опасность грозит различным водоемам, как подземным, так и поверхностным. При таком производстве образуется много сточной воды, которая и представляют максимальный уровень угрозы. В этой воде содержится множество примесей с тяжелыми металлами, присутствуют щелочной состав и прочие высокотоксичные соединения.
Организация гальванического производства
Технология гальванического производства должна быть взаимно адаптирована с процессом, в ходе которого сточные воды будут очищаться. Такой процесс нельзя осуществлять без наличия качественных очистных схем сооружений. Планируя осуществлять данный вид деятельности, необходимо учесть затраты не только на оборудование для самого процесса производства, но и на отведение жидких отходов. Также требуется учитывать затраты на организацию размещения твердых отходов и обезвреживание стоков.

Далее производство гальванических линий должно быть утверждено необходимыми инстанциями. После этого следует заняться строительством цеха и закупкой или изготовлением оборудования. Когда, после монтажа оборудования, цех практически готов к началу процесса производства, нужно все тщательно перепроверить и провести пуско-наладочные работы. Завершающим этапом организации является получение лицензии и паспортизация оборудования.
Организация гальванического производства начинается с проектирования цеха или участка. До того, как непосредственно приступить к проектированию, следует получить соответствующее разрешение на размещение производства в желаемом месте. Место должно находиться на расстоянии не менее 150 м от детских учреждений, жилых домов и тому подобных объектов. После получения разрешения заказывается проект, в котором разрабатываются схемы технологических процессов. К этим операциям можно отнести самые различные расчеты: водоснабжения, вентиляции, электропитания и, конечно же, сооружений для очищения.

Производство гальванического оборудования может иметь разные направления. Так, все линии разделяются на полуавтоматические, автоматические и ручные. Это могут быть просто гальванические ванны или же отдельные производства. Зачастую в процессах используется старое, но модернизированное оборудование. Вся комплектация должна соответствовать определенным требованиям: иметь хорошее антикоррозийное покрытие, быть изготовленной из высококачественных материалов, соответствовать размерам помещения.
Производство гальванических ванн - это достаточно сложный процесс, требующий применения специализированного оборудования. Современные технологии позволяют наиболее часто использовать в качестве материала для таких ванн полипропилен. Ванны из полипропилена обычно имеют прямоугольную форму. В ходе рабочих операций они наполняются химическими растворами и щелочами. Именно здесь проходят гальваническую обработку все поверхности деталей, используемых затем для оборудования гальванических цехов.

Процесс очистки сточных вод
Сточные воды гальванического производства - неотъемлемая часть данного процесса. Зависимо от того, в какой фазе находится состояние вещества, делятся на четыре категории все загрязнения, оказывающиеся в стоках. Первая категория представляет собой растворенные соли, являющиеся по сути щелочами и разнообразными кислотами. Вторая категория – это растворенные вещества органического типа, третья – взвеси (тонкодисперсные эмульсии/суспензии), а четвертые представлены высокомолекулярными соединениями и коллоидами.
Вода для гальванического производства - это жидкость, наполняющая промывные ванны. Зависимо от типа покрытия, эта вода должна соответствовать определенным показателям. Так, ее солесодержание не должно превышать 1 – 5 мг/л. Стоит заметить, что данную жидкость следует постоянно обновлять. Чтобы обеспечить обновление промывных ванн часто применяются установки обратного осмоса. Основным показателем, который наиболее тщательно контролируется при подготовке воды, используемой в гальваническом производстве, считается удельная электропроводность.

Очистка стоков гальванического производства - едва ли не самая важная составная процесса. Для отдельной конкретной категории загрязнений практикуется собственный тип очистки. Взвешенные вещества часто подвергаются очистке способами, которые создаются с помощью сил флотации, адгезии, гравитации. Коллоиды отделяются с помощью коагуляции. Установки нанофильтрации, как и сорбционные фильтры используются для удаления органических веществ. Реагентным методом устраняются неорганические загрязнения.
Очистка сточных вод гальванического производства проводится на разнообразнейшем оборудовании с применением различных методов. Все используемые методы можно разделить на мембранные, сорбционные, физическо-механические, электрохимические, коагуляционно-флотационные и химические. Мембранный метод подразумевает нано- и ультрафильтрацию, а также электродиализ и обратный осмос. Для сорбционного метода понадобятся фильтры.
Экологически безопасное гальваническое производство - отрасль, в которой постоянно ведутся исследования и опыты. Такой процесс можно осуществить, только учитывая множество параметров. Для этого нужно учитывать экологические характеристики материалов и веществ, исследовать базовые составы электролитов и растворов.

Современное гальваническое производство, вредность которого для окружающей среды весьма велика, предполагает разработку соответствующих нормх относительно организации производственного процесса. В данных нормах указана минимальная необходимая отдаленность гальванических цехов от жилых и общественных объектов, а также многие другие требования.
Отходы гальванического производства могут быть вовлечены в некоторые современные технологии. Они активно используются в роли добавки к шихте. Такая добавка актуальна при изготовлении керамзита, кирпичей или, к примеру, керамической плитки. Также отходы применяют в виде добавок во время приготовления гальванических растворов.
Очистные сооружения для гальванического производства - самое необходимое оборудованием. Современные очистные схемы обеспечивают высокую эффективность очистки от ионов тяжелых металлов и снижают общее солесодержание в стоках. Дополнительное преимущество использования современных очистных сооружений при гальваническом производстве - возможность применения стоков в оборотном водоснабжении предприятия.

описание, оборудование, требования безопасности, вредность
Гальванический цех в настоящее время необходим для того, чтобы наносить специальное покрытие на изделие из металла. Сам по себе этот материал подвержен коррозии, а его срок службы не слишком велик. Именно поэтому применяется метод, при котором на поверхность сырья осаждается тонкий слой другого металла в растворе электролита и с использованием электрического тока. Это основное предназначение гальванического цеха.
Оборудование для работы. Ванна
В данных цехах имеется разнообразное оборудование, однако основное - это гальваническая ванна. Данный аппарат делится на два типа. Первый называется активным, второй - вспомогательным. Отличаются они тем, что в первых типах ванн на изделие непосредственно наносится нужное покрытие. Во вспомогательном оборудовании гальванического цеха происходит этап подготовки детали к дальнейшей процедуре. Здесь важно понимать, что вспомогательное оборудование является таким же важным, как и основное. Среди них можно выделить ванны промывки, сушки, приготовления смеси.

Конструкция ванн
По своей конструкции ванны гальванического цеха достаточно простые и представляют собой куб, который имеет дополнительные ребра жесткости, а также некоторые дополнительные элементы. Среди таких дополнительных аппаратов, к примеру, имеется ТЭН, крышка, фильтрация, система охлаждения, система подачи и слива воды, системы очистки, подвески, аноды и прочее.
Для производства таких вещей может применяться нержавеющая сталь, ПВХ, полипропилен, а также другое сырье, имеющее схожие характеристики. Однако в настоящее время наиболее широко используется ПВХ и полипропилен, а стальные и металлические изделия отошли на второй план. Обусловлено это тем, что полимерные материалы более стойко переносят воздействие агрессивных химических веществ и высокую температуру.

Устройства специального назначения
Гальваническое производство нуждается в ваннах специального назначения, которые предназначаются для работы с мелкими деталями.
Первое оборудование такого типа - это колокольная ванна. Основное отличие этого вида прибора от основного в том, что он обладает специальным колоколом, а основное предназначение - это нанесение гальванического покрытия на мелкие детали в насыпном виде. Сам же колокол усеченный и имеет многогранную конструкцию. Используется такой аппарат и в качестве самостоятельно машины, и в линии.

Гальваническое производство периодически нуждается в таком оборудовании, как барабан гальванического типа. Он представляет собой призму, которая сделана либо из ПВХ, либо из полипропилена, которая имеет множество граней, и все они являются перфорированные. Для вращения такой призмы используется мотор с редуктором, а крутящий момент передается через систему колес зубчатого типа. Использовать барабан можно в ручном, в автоматизированном и механизированном типе линии.
Что такое линия
Гальваническая линия - это набор из нескольких аппаратов, которые функционируют на одном участке. Основными параметрами для проектировки таких систем считаются их производительность, а также габариты изделия, на которые должна быть рассчитана эта линия. Тип линии будет напрямую зависеть от того, насколько большие габариты будут у продукции и какая у нее будет серийность. Гальванические линии могут быть шнекового типа, могут быть ручными или же ручными с тельфером. На сегодняшний день очень популярным становится автооператорный тип линии, имеющий программное управление.
В линию может входить и вспомогательное оборудование. Оно необходимо для того, чтобы выдерживать технологический процесс, а также обеспечивать полную безопасность работы людей, находящихся на участке.
Разновидности вспомогательных установок
Гальваническое оборудование, применяющееся на участках, должно подготавливать сырье и компоненты для дальнейшей работы. Для этого, к примеру, имеется две фильтровальных установки. Одна из них стационарного типа, другая же - передвижного.

Если говорить о первом типе установки, то обычно используется модель УФЭ-1С. Она предназначается для фильтрации либо воды, либо же электролита от любых примесей механического типа. Дополнительная возможность стационарного типа заключается в том, что он может быть подключен к системе безвоздушного перемешивания, где имеется функция фильтрации раствора.
Фильтр передвижного типа обычно представлен моделью УФ 2400. Она может использоваться, как и стационарная, для фильтрации электролита или воды от механических загрязнений. Их отличие заключается в том, что этот насос может еще и перекачивать эту воду или же другие агрессивные химические вещества.
Применяются и устройства деминерализации жидкости. Агрегат представлен в виде установки УВД-500, которая способна удалять соль из жидкости, чтобы она полностью соответствовала такому государственному стандарту, как 6709-97. Такая вода используется для приготовления нового электролита, а также для любых промывочных операций, проводящихся в цеху.
Есть и менее масштабное оборудование, к примеру, обычные насосы, но с повышенной стойкостью к химическим веществам, чтобы успешно перекачивать электролит. Применяется оборудование для сушки изделий.

Вентиляция
Вентиляция гальванического цеха - это одно из важнейших требований безопасности труда. Это очень важно, так как во время гальванического процесса, то есть нанесения покрытия на продукцию, в воздух выделяются вредные пары, которые опасны не только для человека, но и для помещения, где они выделяются. Из-за этого при проектировании цеха особое внимание уделяется вентиляционному оборудованию и вентиляции в целом.

Для такого типа цеха разрешается использовать вентиляционные трубы из полипропилена. Это обусловлено тем, что данный материал относится к группе негорючих, отличается влагонепроницаемостью, стойкостью к химическим воздействиям, а также их очень просто смонтировать как на потолке, так и на полу или стенах.

Безопасность цеха
Вредность гальванического цеха для здоровья человека достаточно высока. Все дело в том, что есть несколько очень опасных факторов. Во-первых, имеется возможность получить сильный удар электрическим током, во-вторых, есть риск получить химические, щелочные или кислотные типы ожогов, в-третьих, присутствует риск взрыва и воспламенения.
Однако на этом вред для здоровья человека не заканчивается. К примеру, при подготовке изделия оно подвергается механическим типам обработки. Это может быть шлифование, струйная очистка с применением механической пыли и многие другие. Всех их объединяет то, что во время их проведения в воздух выделяется огромное количество пыли. Кроме этого, уровень шума и вибрации превышает допустимые. Так как во время нанесения покрытия применяется электрический ток, сильно повышается вероятность поражения этим самым током. По этой причине чаще всего применяется постоянный ток с напряжением в 12 В. Однако есть некоторые операции, которые требуют повышения напряжения до 120 В. К примеру, это происходит при необходимости оксидирования алюминия.
Требования пожарной безопасности к гальваническим цехам также довольно высокие. Для предотвращения пожара в таких помещениях необходимо применять системы предотвращения пожаров и пожарной защиты, которые будут соответствовать ГОСТу 12.1.004-76. Взрывобезопасность на таких участках должна быть обеспечена при помощи мер взрывопредупреждения и взрывозащиты в соответствии с ГОСТом 12.1.010-76.
Очистка жидкости
Стоит сказать о том, что в гальванических цехах должны присутствовать сооружения для очистки жидкости, которая применялась в работе. Это очень важно, так как во время проведения технологического процесса вода смешивается с кислотами, щелочами и тяжелыми металлами. Обычные установки для очистки воды неспособны справиться с очисткой от таких загрязнений, а потому при проектировке здания нужно изначально выделять место под специальные установки.
Хромовый ангидрид
С технической точки зрения это соединение таких двух веществ, как хром и кислород. Очень часто применяется в условиях химической промышленности, а потому часто называется химической кислотой. Данное вещество довольно хорошо растворяется в воде, что отлично подходит для применения в цехах, где большинство операций проводится с содержанием жидкости в той или иной степени. Хромовый ангидрид в настоящее время получил наиболее широкое распространение в трех областях: машиностроение, металлургия, химическая и нефтехимическая промышленность. В зависимости от своего предназначения это вещество выпускается трех категорий: А, Б и В.
- Марка А используется в тех случаях, когда в производственных условиях нужно получить металлический хром или другие материалы, но с достаточно высокими показателями твердости.
- Марка Б используется для производства электролитического хрома и при производстве катализаторов. Именно этот ангидрид используется в гальванических цехах.
- Что касается марки В, то она наиболее всего подходит для операций литейного производства сырья.
Если говорить в общем, то данный тип цеха является крайне необходимым, но при этом и достаточно вредным, и опасным. Из-за этого в нем должны быть соблюдены все требования безопасности, а также установлена наилучшая вентиляция.
Гальваническое производство, оборудование, емкости, линии, ванны

Гальваническое производство и другие технологии обработки и защиты поверхности металлических изделий являются той областью современной промышленности, где для изготовления технологического оборудования особенно широко применяются инженерные термопласты.
Обычно выделяют следующие стадии физико-химического процесса обработки поверхности:
- Промывка и травление
- Гальваническое производство (нанесение защитного покрытия)
В дополнение к этому необходимыми элементами гальванического производства являются:
- Системы вентиляции
- Системы водоочистки
При строительстве этих систем также широко используются инженерные термопласты. В частности, особенно широко применяются такие материалы как листовой полипропилен и полиэтилен высокой плотности (HDPE, ПЭНД).
В отечественной и зарубежной практике сваренные из полипропиленовых листов ванны для гальванических процессов в настоящее время активно вытесняют стальные ванны, футерованные различными материалами (резиной, мягким ПВХ и т.д.).
Гальваническое производство образует сточные воды, характеризующиеся высокой концентрацией ионов тяжелых металлов. Для их удаления используют отстаивание, фильтрование, нейтрализацию, химическое осаждение, коагуляцию, сорбцию и т.д. Емкости для обработки сточных вод цехов, также целесообразней всего изготавливать из инженерных листовых полимеров, таких как полипропилен, полиэтилен и поливинилхлорид.
ООО "ПМК" СибМашПолимер" специализируется на разработке, производстве, поставки и монтаже оборудования из термопластов и стали для гальванических производств. Наше оборудование отличается высоким качеством работы и большим сроком эксплуатации. Изготавливается в соответствии с пожеланиями Заказчика по индивидуальным эскизам, чертежам, ТЗ.
виды обработки, материалы и оборудование
Технология нанесения на поверхность металла других материалов считается популярной при изготовлении различных изделий. Защитный слой снижает риск появления ржавчины, увеличивает показатель прочности. Гальваническое покрытие — защитный слой, который оберегает поверхность детали от воздействия коррозии. После обработки повышается срок службы изделия, улучшаются технические характеристики.
Детали с гальваническим покрытием (Фото: Instagram / mazakovvitalii)Описание метода
Гальванизация — технологический процесс, при котором на поверхность металлической заготовки наносится слой другого металла, который защищает деталь. Пленка препятствует образованию ржавчины, продлевает срок службы изделия. Для проведения процедуры чаще применяется медь, никель, цинк, хром.
Гальванизация не только защищает металлические изделия от коррозии, но и улучшает его технические характеристики, вид. Чтобы «освежить» предмет, может наноситься гальваническое покрытие из золота, серебра.
Немного истории
Гальваническое покрытие металла впервые было разработано ученым Луиджи Гальвани. Он придумал метод осаждения металлических частиц на поверхность другого металла. Луиджи описал только теоретическую часть процесса и не стал углубляться в ее применение на практике.
Собрал данные вместе и провел первые практические эксперименты Мориц Герман. Переехав в Россию, он сменил имя, фамилию, став Борисом Якоби. Он впервые опробовал гальваническую ванну, провел испытание с применением медного раствора. В 1840 году вышел его труд с описанием готовой технологии.
Особенности процесса
Гальваническая обработка состоит из нескольких действий:
- Приготовления электролитического раствора. Его состав будет зависеть от необходимых технических характеристик готовой пленки.
- Погружения 2 анодов в готовый раствор. На них подключаются плюсовые контакты. Напряжение передает источник постоянного тока.
- Медленного погружения заготовки в электролит. Его необходимо подключить к минусовому контакту. Заготовка будет выполнять роль катода.
В итоге электрическая цепь буден замкнута, начнется процесс гальванизации. Металлические частицы, содержащиеся в электролитическом растворе и имеющие положительный заряд, будут оседать на обрабатываемую деталь.
Раствор электролита (Фото: Instagram / pushkagonka96)Сферы применения
Цели проведения технологического процесса:
- Защита. Металлическое покрытие должно защитить основу от коррозии, разрушения.
- Изменение вида. Гальванизация может преобразить любое изделие из металла, восстановить его поверхность (закрыть мелкие повреждения).
- Специальное назначение. Часто технология применяется для улучшения технических характеристик основы.
Гальванические покрытия применяются в автомобилестроении, изготовлении посуды, украшений, металлоконструкций, строительных материалов, крепежных элементов, промышленного оборудования. Также метод применяют при изготовлении CD и DVD дисков.
Виды покрытия
Гальванический метод обработки подразумевает под собой применение разных металлов. От этого изменяется вид, название метода. Технологии:
- Хромирование — популярный тип обработки. После обработки деталь становится износоустойчивой, поврежденные места восстанавливаются.
- Цинкование — процесс нанесения покрытия для защиты металлических заготовок от появления ржавчины.
- Серебрение — применяется для улучшения вида заготовки. Защищает деталь от образования ржавчины. Повышает показатель электропроводности.
- Латунирование — применяется для повышения показателя адгезии с резиновыми поверхностями, защиты основы от коррозии.
- Гальванизация золотом — применяется для восстановления украшений, придания им обновленного вида. Улучшает отражающие свойства, повышает коррозийную защиту, увеличивает токопроводящий показатель, ценность предмета.
- Радирование — чтобы основание стало устойчивым к длительному воздействию химических веществ, кислот, щелочей, проводится этот тип обработки.
- Никелирование — технологический процесс, применяемый для покрытия медных, стальных, алюминиевых заготовок. Готовое покрытие защищает изделие от разрушительного воздействия кислот, образования ржавчины. Поверхность становится устойчивой к истиранию, любым механическим воздействиям.
Обработанное изделие (Фото: Instagram / galvanoestetika_shop)Нанесение гальванического покрытия выполняется согласно ГОСТам.
Материалы и оборудование
Чтобы провести покрытие металлов защитным слоем, необходимо использовать специальное оборудование:
- Источник постоянного тока для передачи напряжения через замкнутую цепь. Важно чтобы он имел регулятор изменения выходного напряжения.
- Емкости для электролита (гальванические ванны). В них погружаются обрабатываемые заготовки.
Дополнительно понадобится прибор для нагрева электролита до рабочей температуры. В гальванической ванне необходимо разместить анодные пластины.
Подготовительный этап
Процесс гальванической металлизации требует проведения тщательной подготовки обрабатываемой детали. Для этого необходимо выполнить несколько действий:
- Очистить поверхности от грязи, пыли, ржавчины, налета.
- Отшлифовать деталь мелкой наждачной бумагой.
- Обезжирить поверхность, чтобы удалить масляные подтеки, жировые пятна.
После выполнения подготовки можно приступать к проведению основных работ.
Подготовка детали (Фото: Instagram / worx_russia)Обработка
Гальванизация происходит по следующей схеме:
- Ванна заполняется электролитом.
- На аноды подается напряжение через плюсовые контакты.
- Электролитический раствор нагревается до рабочей температуры.
- На заготовке закрепляется минусовой контакт, она медленно погружается в ванну.
Длительность проведения технологического процесса зависит от размеров изделия, его формы, требуемой толщины защитного слоя. После проведения гальванизации нужно выполняется ряд дополнительных процедур:
- осветление поверхностей;
- покрытие лаками или красками;
- пассивирование;
- полировку.
После выполнения работ необходимо проверить готовое покрытие. Для этого нужно оценить механическую устойчивость, вид заготовки.
При желании гальванику можно выполнить в домашних условиях. Для этого необходимо подготовить ряд материалов, инструментов, оборудования:
- стеклянный стакан;
- песочную бумагу;
- 1–2 литра воды;
- глубокий пластиковый контейнер;
- сульфат цинка;
- уксус, перекись водорода;
- кусок меди;
- подготовленную металлическую заготовку;
- блок питания на 3–6 вольт;
- тканевую бумагу, провода;
- цинк из батареек.
Проведение работ с ионным электролитом:
- Равные части перекиси водорода, уксуса нагреть, перемешать.
- Растворить кусок меди в готовом составе. Посиневшую жидкость можно использовать для проведения работ.
- На блоке питания закрепить зажимы с проводами.
- Плюсовую клемму закрепить на куске меди, лежащем в электролите, минусовую на подготовленной металлической поверхности.
- Включить блок питания.
Толщина слоя зависит от условий эксплуатации изделия:
- Легкие — кратковременное воздействие агрессивных веществ. Оптимальная толщина защитной пленки — от 7 до 15 мк.
- Средние — предметы подвергаются воздействию влажности, морской воды, промышленных отходов. Оптимальная толщина слоя — от 15 до 30 мк.
- Жесткие — изделия постоянно испытывают повышенную влажность, воздействие кислот, солей, щелочей, химических веществ. Оптимальная толщина пленки — от 30 до 45 мк.
При проведении гальваники своими руками нельзя забывать про безопасность. Работать нужно в перчатках, защитной одежде, респираторе, очках. Рабочее место должно быть очищено от воспламеняющихся жидкостей, материалов. В помещении нужно продумать система вентиляции.
Гальваническое покрытие защищает металлические поверхности от коррозии, восстанавливает поврежденные места, улучшает их вид. Для его нанесения применяются разные виды металлов. Работы проводятся на специализированном оборудовании, но при желании их можно выполнить в домашних условиях.
гальванические покрытия меднение, никелирование, золочение ТЕОРИЯ часть 1
Watch this video on YouTube
Гальванические покрытия металлов: описание обработки, таблица пар
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.
Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
Процесс образования защитной пленки другим металлом осуществляется двумя методами:
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | - | + | - | - | - | - | - | + | - | + |
| Бронза | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Дюраль | + | - | + | - | - | - | - | - | + | - | + |
| Латунь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Медь | - | + | - | + | + | + | Пайка | Пайка | - | + | - |
| Никель | - | + | - | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | - | Пайка | - | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | - | Пайка | - | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | - | + | - | - | + | + | + | + | + | + |
| Хром | - | + | - | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | - | + | - | - | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | - | - |
| Цианистый калий | - | - | 70 | 100 |
| Углекислый натрий | 10 | 10 | - | - |
| Углекислый калий | - | - | 10 | 25 |
| Гипосульфит натрия | - | - | 0,4 | 0,5 |
| Аммиак водный, мл/л | - | - | 1-2 | 2 |
| Едкий калий | - | - | - | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Гальванизация — Википедия
Материал из Википедии — свободной энциклопедии
Гальванизация — это метод покрытия одного металла каким-либо другим путём электролиза. Гальванизируют поверхности в декоративных целях (например, посеребрение). В промышленности же гальванизацию применяют для укрепления металлической поверхности изделий и защиты их от воздействия внешней среды, например от коррозии; обычно гальванизируют цинком (оцинковка), медью, хромом, никелем.
Пример гальванизации серебром (или золотом): В ёмкость с водой добавляется катализатор для усиления электропроводности воды, опускается медная (для большей электропроводности) рама с прикреплённым к ней мешочком с серебром. Также опускается вторая рама с прикреплённой металлической деталью, которую надо посеребрить. Рама с серебром присоединяется к генератору постоянного тока, на клемму «+», а раму с деталью — на клемму «-», включается генератор. Ионы серебра под воздействием тока переходят в воду и оседают на металлической детали. Через некоторое время получается посеребрённая деталь.
Технология гальваники - процесс гальванического покрытия: методы
Содержание статьи:
- Назначение гальванического метода
- Суть технологического процесса
- Гальванический метод
- Предварительный осмотр детали
- Подготовка электролита
- Технология присоединения электродов
- Гальванический процесс
- Стадии процесса гальваники
- Гальванические технологии
- Самостоятельный гальванический процесс
- Оценка результата
Гальваника появилась несколько веков назад как альтернатива дорогим материалам. А также как способ получить свойства конкретного металла, если из него невозможно сделать изделие с хорошими механическими свойствами.
Гальваническое покрытие– это нанесенный химическим или электрохимическим способом слой металла или неметалла.
Понятие «гальваника» обозначает способ обработки, сам процесс этой обработки и строгую последовательность действий, приводящую к результату.
Весь выше обозначенный процесс обработки, а именно гальванику можно осуществить с приложением электрического тока, но существуют случаи, когда он возможен без приложения электрического поля.
Гальванический метод обработки металлических поверхностей активно применяют сегодня в различных отраслях производства. Таким способом можно наносить на детали и целые изделия тончайший слой декоративного или защитного гальванического покрытия. Подобные технологии активно применяются научно-производственным предприятием «6 микрон» в Москве.ООО «6 микрон» — это научно-производственная компания, работающая в области гальваники (электрохимического и химического нанесения металлов).Гальваника – раздел электрохимии, который изучает процессы осаждения металлов на определенной поверхности. Так проводят золочение, серебрение родирование металлов для придания им красоты, долговечности, износостойкости и других необходимых изделию свойств.
Чтобы понять преимущества процесса гальваники, необходимо ознакомиться с технологическими особенностями применения гальванических ванн, спецификой подбора электролитов для каждого типа поверхности, расчетом толщины осаждаемого металла.
Назначение гальванического метода

Гальванику металла на поверхности используют для придания им свойств конкретного материала (серебро, золото, никель и т.д.). Либо если из этого материала невозможно изготовить предмет, а также если цена будет неоправданно высока.
Например, нанесение хрома придает твердость и антикоррозионные свойства простой стали. Эта технология широко применялась для покрытия деталей и механизмов станков. Хром кроме твердости, дает зеркальный блеск, и обеспечивает хорошую защиту от коррозии. Хром твердый, но хрупкий металл, и изготовление из него деталей и предметов не возможно. Нанесение его на поверхность гальваникой хорошая тому альтернатива, а также возможность использовать свойства хрома в обиходе.
Процесс гальваники проводят в специальных ваннах. Туда заливается электролит, содержащий соли того металла, который осаждается на поверхности обрабатываемой детали. По сравнению с прочими методами, технология гальваники имеет преимущества. При применении, например, пульверизатора или иных приспособлений для распыления (очень многие организации выдают такой метод металлизации за гальванику) невозможно добиться идеально ровного покрытия, качественной адгезии и получить на поверхности свойства металла. Обычно путем распыления наносят непроводящий полимерный слой, проще говоря, краску, либо тонкий серебряный слой (реакция серебряного зеркала см. школьную программу), а сверху прозрачный или калорированный лак. Процесс гальваники позволяет получать равномерное, плотное, хорошо адгезированное покрытие, обладающее всеми свойствами осажденного металла.
Суть технологического процесса
Гальванику применяют для получения толстых технических и тонких декоративных слоев металла. Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).
Метод гальваники достаточно прост:
- Обрабатываемая деталь тщательно осматривается на предмет имеющихся покрытий и состояния поверхности.
- Проводятся процедуры обезжиривания, травления и активации поверхности детали.
- Подбирается состав жидкого электролита, в который будет погружено изделие.
- В специальную ванну, к которой подсоединено один или два анода, заливается электролит.
- В нее опускается деталь, подсоединенная к катоду.
- Запускается электрический ток.
- Под его воздействием частицы солей металла направляются к отрицательно заряженному изделию.
- На всей поверхности изделия тонким равномерным слоем оседает металл.
- После завершения гальванического процесса прекращается подача электрического тока, изделие извлекается, тщательно промывается и сушится, при необходимости дополнительно обрабатывается.
Технология гальваники несложная, но требует наличия специального оборудования, достаточной квалификации исполнителей.
Гальванический метод используют для придания механизмам, контактным группам или поверхностям, свойств наносимого металла. Например, нанесение драгоценных металлов (золото, палладий, родий) на электрические контакты, используют для придания химической стойкости, а также сохранения постоянного сопротивления. При этом видовые характеристики не важны. Конечно, необходимо соблюдать заданную зернистость покрытия, но эта проблема появляется на толщине нанесения металла более 20 микрон. Толстая гальваника дает высокую износостойкость и беспористые металлы, значит реакционные свойства основного материала можно не принимать в расчет.
Технические покрытия гальваникой Никелем делают для агрегатов, предметов которые испытывают на себе постоянное механическое воздействие. Никель — твердый недорогой металл. Его наносят на стальные изделия, которым требуется защита от коррозии.
Часто встречаются покрытия-смазки, при нанесении которых не столько учитываются химические характеристки самого металла, сколько необходимо обеспечить, например, плотную притирку деталей, но по какой-то причине нельзя использовать смазочные материалы. Это оловянные, свинцовые, индиевые покрытия. В данных случаях толщина нанесения лежит в пределах от 30 до 50 микрон.
Наша организация — ООО «6 микрон» оказывает услуги по нанесению технических покрытий, оборонным предприятиям, предприятиям космической, авиационной отрасли, электронной промышленности.
Часты случаи, когда металлы наносятся только в декоративных целях или для придания цвета (золото, серебро и т.д.), без запросов по твердости или плотности.
Гальванический метод
Гальванический метод нанесения покрытий применяется в следующих отраслях деятельности:
- Обработка изделий от коррозии;
- Покрытие деталей и узлов сложных станков, оборудования;
- Обработка бижутерии и ювелирных украшений;
- Обеспечение паяемости и смачиваемости поверхности деталей;
- Придание антиокислительных и декоративных свойств поверхности (в основном, драгоценные покрытия).
Если в сфере машиностроения, автомобилестроения, производства металлоконструкций требуются большие промышленные гальванические ванны, то при производстве и гальванике ювелирных украшений и контактных групп используют компактное оборудование.
Ювелирные предприятия составляют число постоянных клиентов нашей организации. Производство украшений из драгоценных металлов и ювелирных сплавов периодически требует нанесения защитного или декоративного слоя гальваники на поверхность. Например, бижутерные сплавы, покрытые слоем настоящего золота в несколько раз вырастают в цене, при этом себестоимость украшений сравнительно невысока. Этим часто пользуются владельцы громких имен, выпуская коллекции бижутерии в золотом или родиевом покрытии при том что цена покрытых сережек часто сравнима с ценой на серьги сделанные из чистого золота.
Требования к электролитам и результату обработки на ювелирном предприятии очень высоки: необходимо выдерживать класс поверхности, оттенок нанесенного металла, толщину его нанесения. Обычно в ювелирных, а также декоративных целях толщина нанесения не превышает 2 микрометров, поэтому перечисленные требования выполнимы.
В сфере нанесения декоративных покрытий на ювелирные украшения, ООО «6 микрон» сотрудничает с заводами из Московской области, Санкт-Петербурга, Костромы, Калининградской области, а также других субъектов Российской Федерации.
Для нашей организации обширная область деятельности – нанесение гальваники на сувениры, подарки, предметы обихода. Подарить сувенир, покрытый золотом или серебром, сделать гальванику старинных часов, восстановить ее на антикварной посуде – все это наши ежедневные услуги. Например, в подарок строителю делают золотую каску, а хоккеисту – золотую шайбу. Список идей тут ограничивается только человеческой фантазией. Любую вещь можно обработать гальваническим золотом — получить оригинальный сувенир или памятный подарок. Золочение выполняется только золотом пробы 999. Гальваника единственный способ нанесения настоящего золота или серебра.
Также, клиенты обращаются к нам с целью получения красивого химически стойкого покрытия сантехники – смесителей, кнопок, рычагов, вентилей.
Последние 5 лет гальванику также часто применяют для золочения украшений из настоящих древесных листиков, цветов, веточек. В недавнее время эта идея стала популярна и запросы на такую работу поступают все чаще.
Предварительный осмотр детали

Перед началом работ эксперт проведет предварительное обследование, оценивая размер, форму, геометрию изделия, наличие декоративных элементов, гравировки, рельефных деталей. Состав металла тоже важен.
На основе полученных сведений подбирается состав электролита. С заказчиком заранее оговаривается точная толщина гальванического слоя. Чем толще будет покрытие, тем дольше оно прослужит, тем значительнее расходы на обработку и, следовательно, выше стоимость работы.
При необходимости металл дополнительно обезжиривается и чистится. Полировка возможна только в небольшом объеме и только на простых деталях. Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до процесса гальваники.
Часто до начала самого процесса нанесения металла требуется провести предварительную механическую её обработку. Это необходимо, так как наносимый металл полностью сохраняет структуру поверхности, которая была до обработки. Поэтому если нужно проводить полную реставрацию поверхности, заранее оговариваются дефекты, уточняем что можно поправить, а что останется после обработки.
Тщательность механической обработки поверхности зависит от глубины дефектов (царапин, ударов, шлифовки, коррозионных каверн и т.д.). Механическая обработка (от грубой к тонкой обработке):
- пескоструйная обработка;
- шлифовка;
- крацовка;
- полировка.
После механической обработки приступают непосредственно к самому нанесению металла на поверхность, то есть непосредственно к электрохимии. Технологическая карта гальванического процесса пишется в зависимости от исходного материала и финишного покрытия.
Большое значение имеет последовательность действий и время между ваннами. Всю линейку гальваники необходимо пройти без длительных перерывов.
Подготовка электролита для гальваники

Состав электролита подбирают индивидуально. Эксперты учитывают следующие особенности:
- тип формируемого покрытия;
- его толщина;
- материал обрабатываемого изделия.
Для каждого изделия, попадающего на гальваническое производство состав раствора индивидуален, или даже разрабатывается новая рецептура.
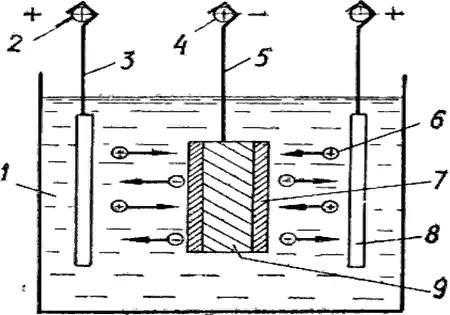
Присоединение электродов

К ванне и изделию подсоединяют электроды для запуска электрического тока. Положительная клемма подключена к анодам, а обрабатываемая деталь – к отрицательной клемме. После запуска гальванической системы через электролит проходит электрический ток, поэтому катионы металла налипают на поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно. Это очень упрощенная, но верная схема гальванического процесса.
Гальванический процесс
Система запускается через источник постоянного тока с регулировкой уровня входящего напряжения или тока. Чем дольше длится воздействие электрического тока на электролит и изделие, тем толще становится слой защитного покрытия. Иногда деталь обрабатывают несколько раз, в зависимости от конкретной технологии и конечной задачи от клиента.
Важна температура электролита. Иногда используется дополнительное нагревательное устройство, которое погружается в гальваническую ванну или находится вне ее.
Строгие требования предъявляют к помещению, где проходит обработка. Обязательное условие – эффективная вентиляция, проточная вода и пожарная безопасность. Работы проходят в лабораториях компании «6 микрон», которые специально оборудованы для выполнения таких заданий. Здесь созданы оптимальные микроклиматические условия, поддерживается требуемая температура и влажность воздуха. Эксперты работают в специальных защитных костюмах. Технология гальваники металла досконально изучена представителями научно-производственного предприятия.
Стадии процесса гальваники
-
- химическая гальваническая очисткаХимическая очистка проводится для удаления остатков полировальных паст, масел, жира с пальцев рук и т.д. Операция очистки проводится химическим, либо электрохимическим способом. Выбор способа очистки зависит в основном от формы детали. Простые формы обрабатывают под током, сложные формы с большими внутренними полостями, отверстиями и вогнутыми поверхностями обрабатываются химически.
Главный показатель правильно проведенной очистки – полная смачиваемость поверхности. Плохая очистка поверхности самая значимая ошибка гальванических процессов.
- травлениеПроцедура травления проводится для улучшения адгезии к поверхности металла. Травление также проводится как химическим, так и электрохимическим способом.
Процедуру травления не применяют для зеркальных поверхностей, так как по классу поверхности деталь после травления будет хуже, чем была изначально. Гальваника в некоторых случаях компенсирует травление, но это скорее исключение, чем правило.
- нанесение подслойной гальваники
- химическая гальваническая очисткаХимическая очистка проводится для удаления остатков полировальных паст, масел, жира с пальцев рук и т.д. Операция очистки проводится химическим, либо электрохимическим способом. Выбор способа очистки зависит в основном от формы детали. Простые формы обрабатывают под током, сложные формы с большими внутренними полостями, отверстиями и вогнутыми поверхностями обрабатываются химически.
Гальваника работает по строгим законам и требует соблюдать очередь нанесения. Так, например, медь и золото необходимо разделять слоем никеля во избежание диффузионных процессов золота в медь. Кроме того, данные подслойки требуются для повышения блеска самой поверхности, повышения адгезии и наращивания габаритных размеров детали.
Линейка различных подслоев часто представляет из себя так называемый классический гальванический пирог, состоящий, например, из таких прослоек как никель-медь-никель.
Во многих случаях эта универсальная схема требует корректировки и доработки.
На производствах технологические карты расписываются для каждого процесса индивидуально, с указанием рабочих режимов, временем выдержки и последовательностью операций.
Получение новых изделий требует разработки индивидуальной технологической карты. В этом заключается основная сложность небольшого гальванического производства – разноплановые изделия требуют ежедневной работы по настройке процесса.
Исправление ошибок в 90 процентах случаев подразумевает полную очистку от некачественно нанесенных элементов. Причем чаще всего это приходится делать механически, химический способ снятия имеет в гальванике ограниченное применение.
- нанесение финишного гальванического покрытияЗаключительное нанесение металла осуществляется только на полностью подготовленную, чистую, не окисленную наружность изделия.
Гальваника в целом и финишное покрытие в частности, не улучшает класс механической обработки. Если после нанесения всех подготовительных покрытий деталь не выглядит качественной (не блестящая, имеются дефекты покрытия или исходной поверхности), то нет смысла наносить финишное покрытие. Не принятие во внимание данного факта одна из самых частых ошибок начинающего мастера гальваника.
Заданная в техническом задании толщина нанесения металла на поверхность (3 мкм, 6 мкм, 20 мкм) относится как раз к финишному покрытию. Именно она обеспечивает его износостойкость. Подслойки же могут быть любой толщины, если нет строгих требований к ним.
Перед нанесением финишной гальваники требуется тщательная промывка изделия от остатков подслойных элементов (электролитов). Промывку осуществляют проточной горячей, а затем холодной водой, а после дополнительно промывают в дистиллированной воде. Последняя нужна чтобы не позволить проточной воде попасть в электролиты драгоценных металлов, ведь хлориды, соли тяжелых металлов, сульфаты – губительны для серебряного и золотого электролита.
Накопление примесей в драгоценных металлах нельзя допускать. Испорченные же электролиты подлежат длительной проработке, либо утилизации.
На этом этапе гальваника окончена, но часто требуется провести и дополнительную доработку.
- сопутствующие операции.Иногда финишное покрытие – это последняя стадия гальванического процесса, но часто это не так.
Пример: после нанесения финишного гальванического серебрения требуется обязательное крацевание поверхности. Это делают вручную, любо используются «галтовочные барабаны». Если предусмотрена такая постобработка, серебро (или другой металл) наносят на 2-5 мкм больше, чем требуется изначально, и учитывают возможные потери.
Постобработка полировкой применяется редко, так как при этом удаляется значительный слой нанесенного металла. Именно поэтому для получения гладкой поверхности требуется предварительная полировка и подготовка, до всех гальванических операций.
Гальванические технологии
В гальванике широко распространен метод гальванопластки. При этом изделие, погружаемое в гальваническую ванну, выступает в роли негатива, то есть покрытие растет не на рабочей стороне изделия а на задней, обратной стороне. На форму из непроводящего материалы осаждается слой металла, чаще всего это медь.
Толщина меди может достигать 2 мм, обычно такого запаса по прочности не требуется и в среднем, в гальванопластике растят покрытия до 1 мм. После отделения матрицы от созданного слоя получают его точную копию. Таким способом создают точные копии окладов, медали, панно, декоративные элементы.
Самостоятельный гальванический процесс
Категорически запрещено пытаться собрать гальваническую ванну у себя дома самостоятельно, запустить систему.
Малейшие ошибки в подборе электролита, выборе оптимального напряжения сети приведут к негативным последствиям. Кроме того, это небезопасно. Обратитесь к экспертам электрохимических технологий, которые качественно выполнят работы или обучат клиентов работе со сложным оборудованием.
Оценка результата
По завершении обработки эксперты оценивают итоговый результат. Если работы по гальванике проводят профессионалы, сомневаться в высоком качестве покрытия не стоит. С использованием точных инструментов оценивается толщина нанесенного слоя металла, равномерность покрытия, прочие критерии.
Обратиться по вопросу гальваники могут физические или юридические лица. Любая идея клиента будет передана на рассмотрение нашим технологам!
Технологи ООО «6 микрон» имеют большой опыт в области гальваники и подготовительных этапов. Нанесение покрытия возможно, как по строгому заданию, так и по простому словесному описанию. Гальваника – это наш профиль!
Смотрите также:
10000
Содержание статьи: Что нужно знать о гальванике в домашних условиях Выбор покрытия для гальваники своими руками Подготовка к нанесению покрытия…
10000
Научиться новой профессии может каждый! Если Вы интересуетесь обучением гальванике, то посмотрите наши образовательные программы. Выберете ту, которая подойдет именно…
виды, методы, описание процесса :: SYL.ru
Гальваническое покрытие – это химический метод нанесения металлической пленки для защиты изделий и придания им дополнительных характеристик: устойчивости к коррозии, твердости, износостойкости, декоративности и т. д. В дополнительной защите нуждается любое металлическое изделие, гальванической изоляцией покрывают даже алюминиевые детали.
Принцип
Схема, по которой реализуется гальваническое покрытие металла, довольно проста. В нее входит изделие, на которое наносится защитное покрытие, емкость с раствором электролита, куда помещается изделие. Третьим участником процесса является металлическая пластина, на которую подается положительный заряд тока, она выполняет функции анода, помещенное в раствор изделие становится катодом, куда подается отрицательный заряд.
При замыкании электрической сети металл анода (пластины) растворяется в электролите и под действием тока устремляется к отрицательно заряженному изделию (катоду), тем самым создавая прочное покрытие. Электролит является проводящим раствором для перемещения металлов с анода на катод. Размер емкостей (ванн) с электролитом бывает разным, в зависимости от производственных задач.

Изделия больших размеров размещают на подвесах, через которые пропускают отрицательный заряд, конструкция удерживается на весу в объеме ванной. Мелкие изделия получают гальваническое покрытие в ваннах барабанного типа, где одновременно гальванизируется большое количество продукции. В этом случае отрицательный заряд подается на барабан, вращающийся в емкости с электролитом, куда заведен анод.
Существуют колокольные наливные ванны, где гальваническое покрытие одновременно наносится на большое количество очень мелких деталей, например на метизы. В емкости засыпают продукцию, заливают электролитный состав и устанавливают анод. Ваннам придается медленное вращение, в процессе которого изделия равномерно покрываются защитным металлом.
Методы
Гальванический метод покрытия изделий позволяет создать стойкое защитное покрытие на металлах, изолируя детали от агрессивного воздействия рабочих сред. Изоляция может быть создана из различных металлов, нанесение осуществляется анодным и катодным напылением.
Катодное покрытие характеризуется тем, что при малейшем нарушении целостности нанесенного слоя металл под ним разрушается более интенсивно, чему способствует сама технология покрытия. Примером быстрой эрозии служат изделия из луженого металла, где изоляционным слоем служит олово.

Анодное нанесение гальванических покрытий имеет иные характеристики. При возникновении условий угрозы коррозии разрушению подвергается гальваническая изоляция, металл длительное время остается нетронутым. Анодированные изделия надежно защищены от агрессивных сред, механических повреждений. Наиболее распространенный вид изоляции – цинкование. Метод позволяет сохранить все характеристики обрабатываемого изделия, его внешний вид, форму и размеры.
Цели
Гальванические покрытия разделяются на несколько видов в зависимости от целей применения изделия:
- Защитно-декоративные. Целью нанесения является получение высоких эстетических характеристик и защита продукции от разрушающих факторов.
- Защитные. Изолируют металлические детали от действия агрессивных сред, механических повреждений.
- Специального назначения. Гальваническое покрытие наносится для получения новых свойств – повышенной износостойкости, увеличения характеристик твердости, получения магнитных, электроизоляционных свойств готового изделия. В некоторых случаях гальванизацию используют для восстановления первоначального вида изделия или после длительной эксплуатации.
Виды покрытий
Гальванический способ покрытия реализуется нанесением различных металлов на изделие, каждый из них имеет свои особенности и цели в дальнейшей эксплуатации детали или предмета:
- Серебрение – увеличивает эстетическую ценность, защищает от коррозии, улучшает отражающие, токопроводящие характеристики. Вид нанесения востребован при производстве статических реле, контакторов, электромагнитных реле, электромагнитных пускателей, микросхем и другой электронной продукции.
- Никелирование – наиболее востребованное гальваническое покрытие стали, медных и алюминиевых изделий. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.
- Хромирование – увеличивает износостойкость, твердость анодированных поверхностей, позволяет улучшить внешний вид, восстановить поврежденные детали до первоначальных параметров. В зависимости от изменений технологического режима получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличение твердости, но низкая износоустойчивость), блестящее (высокие показатели износостойкости, твердости), молочное пластичное (эстетичность, высокая степень антикоррозионной защиты, низкая твердость), цинкование – антикоррозионная обработка цельных стальных листов, частей автомобилей, строительно-отделочных материалов.

- Гальваническое золотое покрытие – используется в ювелирном деле, электронной промышленности и других сферах. Слой золота придает деталям высокие отражающие свойства, эстетичность, защиту от коррозии, повышает токопроводящие качества.
- Омеднение – часто используется для покрытия металла в целях защиты от коррозии, медь повышает токопроводящие качества, металл с таким покрытием часто используются для производства электропроводников, эксплуатируемых на открытом воздухе.
- Латунирование – используется для защиты от коррозионного повреждения сталей, алюминия и сплавов. Слой латуни обеспечивает необходимую адгезию металлических деталей с резиной.
- Родирование – специальное покрытие, наносимое для придания деталям высокой устойчивости в химических агрессивных средах, получения дополнительной механической износоустойчивости. Также покрытие родием придает изделиям декоративность, бережет серебряные предметы от окисления, тусклости.
Регуляция качества и технологических процессов гальванического покрытия происходит с помощью ГОСТ 9.301-78.
Подготовительный этап
Нанесение гальванического покрытия – это многоуровневый технологический процесс, реализуемый в три основных этапа (подготовка, нанесение покрытия, заключительная обработка готового изделия).
Подготовка поверхностей для дальнейшей гальванизации – наиболее трудоемкий и ответственный этап всего процесса. От правильности и достаточности его проведения зависит качество полученного защитного покрытия. При наличии на поверхности металла малейших следов жира и оксидной пленки получение однородной сплошной защитной пленки будет невозможно – покрытие не сможет проникнуть в слои основного металла, могут образоваться пузыри, разрывы и т. д.

Дефекты могут возникнуть на местах, где остались заусенцы, неровности поверхности, в местах плохо отшлифованных спаев, недостаточно очищенных от пыли местах. Гальваническое покрытие требует низкой шероховатости поверхности, тщательного очищения после шлифовки и обязательной обработки обезжиривающими средствами.
Виды обработки деталей
Механическая обработка и достижение идеальной гладкости металлических деталей достигается в домашних условиях шлифованием поверхности наждачной бумагой и другими абразивами, в промышленных масштабах используются пескоструйные, химические, автоматизированные методы достижения результатов. На подготовительном этапе проводят изоляцию деталей или отдельных мест, не подлежащих гальванизации.
В зависимости от вида наносимого металла проводят различную подготовку. Перед цинкованием или кадмированием поверхность защищаемой детали обезжиривают и протравливают. Хромирование и никелирование предваряют механической шлифовкой, обезжириванием, удалением оксидной пленки. Обезжиривание проводится в два этапа – стартовые работы и полное обезжиривание.

Предварительно детали промывают растворителями – уайт-спиритом, бензином, специальными органическими смесями и т. д. Окончательную обработку реализуют при помощи щелочных растворов или электрохимическим методом. После чего детали промывают горячей водой, проводят активацию и легкое протравливание металла для удаления мельчайших пленок окислов, что улучшает адгезию поверхности детали с гальваническим покрытием металла.
Как реализуется процесс
Осаждение защитного слоя металла на изделиях проводится при помощи специального оборудования. Различия нанесения видов гальваники отражены в рецептуре используемого электролита.
Гальванический метод покрытия металлов и других материалов происходит следующим образом:
- Гальванические ванны заполняются электролитическим раствором. В них помещают аноды и обрабатываемые изделия. Размер и вид ванны зависят от величины деталей, требующих покрытия.
- Нагревательное устройство доводит температуру электролитического состава до нужного технологически обоснованного значения.
- В конструкцию подается ток от источника, оснащенного регулятором напряжения.
- Процесс гальванического покрытия занимает определенное время, его величина обуславливается размером детали, достижением необходимой толщины защитного слоя.
Особенности процесса
В некоторых случаях при гальваническом методе покрытия обрабатываемые детали навешивают на катодную штангу, расположенную в ванной, а на анодной штанге размещают пластины металла, который будет покрывать изделия. Для получения определенных характеристик покрытия в электролит могут вводиться соли металлов, органические соединения, блескообразователи и т. д.
Для ускорения процесса перенесения металлов электролит перемешивают, что дает возможность применять большую плотность тока. Реверсирование направления тока позволяет получать гладкую поверхность.

Точное время длительности гальванического процесса покрытия устанавливается опытным путем – нанесением защитного слоя на деталь, измерением толщины получаемого слоя за определенный отрезок времени при заданных условиях технологического процесса. Особое внимание на этапе приладки уделяют толщине слоя в углублениях и полостях обрабатываемой опытной детали.
Толщина слоя
Толщина гальванического покрытия определяется согласно данным о средних толщинах наносимого слоя, зависит от условий, в которых будет эксплуатироваться деталь. Они делятся на группы:
- Легкие условия (ЛС) – детали используются в закрытых отапливаемых помещениях с относительно сухой атмосферой, или изделие будет эксплуатироваться в течение непродолжительного срока во внешней среде, где нет активных коррозионных агентов. Толщина однослойного покрытия составляет около 7 мк, многослойного – 15 мк.
- Средние условия (СС) – детали будут использоваться в среде со средней влажностью, загрязнением, небольшими количествами топливных, промышленных выбросов или испарений морской воды. Толщина однослойного покрытия составляет 15 мк, многослойного – 30 мк.
- Жесткие условия (ЖС) – предусматривают эксплуатацию деталей в условиях высокой влажности, повышенного уровня загрязнений промышленными газами, отходами топлива, твердыми веществами, пылью. Толщина однослойного покрытия – 30 мк, многослойного – 45.

Данные о толщине гальванического покрытия деталей одним слоем содержит ГОСТ 2249-43. Сюда относятся цинковые покрытия. Контролирует многослойное нанесение гальванического покрытия ГОСТ 3002-45 (никелевые покрытия). Толщина слоя может быть изменена по конструктивным требованиям или в тех случаях, когда обрабатываемая деталь рассчитана на короткий срок эксплуатации. Срок службы цинкования – до 5 лет, для остальных видов покрытий – до 3 лет.
Обработка готового изделия
Гальваническое покрытие деталей завершается этапом дополнительной обработки. В этом процессе реализуются следующие операции:
- Осветление.
- Окраска лакокрасочными составами.
- Пассивирование.
- Обезводороживание.
- Промасливание или полировка.
- Выполнение серебрения составами против тусклости.
Осветление и пассивирование повышают антикоррозионные свойства оцинкованных изделий и кадмиевых покрытий. Процесс пассивирования – это погружение изделий в специальный раствор, образующий на поверхности детали защитную пленку толщиной до 1 мкм.
Изделия из стали, меди с гальваническим покрытием дополнительно обрабатывают маслами – промасливают. Это делается в целях улучшения защитных качеств металлической изоляции и способствует повышению антикоррозионной устойчивости.

Контроль качества
Требования к качеству гальванического покрытия зависят от условий эксплуатации обработанного изделия. Для оценки нанесения используются такие виды контроля:
- Оценка внешнего вида детали путем визуального осмотра, сравнения с эталонными образцами (чистота поверхности, цвет, наличие или отсутствие блеска).
- Определение толщины гальванического покрытия и пористость производится в лабораторных условиях (измерение).
- Устойчивость к коррозии согласно ТУ или ГОСТ (испытание).
- Механическая, физическая устойчивость (отражательные свойства, пластичность, износостойкость, электрическое и температурное сопротивление, твердость и пр.)
Преимущества
К преимуществам данного метода защиты металлических изделий относятся:
- Высокие антикоррозионные качества.
- Стойкость к механическим и физическим повреждениям.
- Сопротивляемость агрессивным средам природного и промышленного происхождения.
- Низкая пористость покрытия.
- Твердость, износостойкость.
- Возможность регулировать толщину наносимого покрытия в процессе нанесения.
К недостаткам метода относится большой расход электроэнергии, экологические угрозы, высокая стоимость очистных мероприятий.
Что такое гальваника в ювелирном деле
Гальванизация — нанесение одного варианта металла на другой при помощи погружения в среду электролита. В ювелирном мастерстве нередко используют напыление золотом, серебром, родием и золотыми сплавами. Цель использования методики — украшение и декорация готового изделия, а также повышение устойчивости к механическим повреждениям и продление блеска благородных металлов. Самый распространенный вид гальванического покрытия в ювелирном деле — родирование, золочение и оксидирование.
Особенности и технология гальванизации
Гальваническое покрытие ювелирных украшений используется давно. Оно позволяет улучшить физико-технические свойства драгоценностей. А сам процесс отличается экономичностью.
Гальванизация происходит при помощи погружения украшения в раствор солей и кислот, выступающих в роли электролитов. При пропускании постоянного электротока через такой состав происходит перемещение покрытия на драгоценный металл. Сама химическая реакция известна всем со школьной скамьи, где во время уроков химии проводили подобные эксперименты с недрагоценными сплавами.
Процесс нанесения гальванического покрытия на изделия практически полностью автоматизирован. Украшения опускаются в большие ванны, изготовленные из листовой стали толщиной от 3 до 5 мм. Вместительность таких емкостей — от 1 до 300 л. Дополнительно они оснащены системой подогрева и вентиляции, что необходимо для обеззараживания процесса. А также в конструкции предусмотрены специальные карманы, в которые уходит пена и масла.
Для родирования используют отдельные типы ванн, изготовленные из стекла для обеспечения чистоты электролиза.
Разновидности ванн для гальванизации
Для получения ровного гальванического покрытия в ювелирном деле используют различные ванны. К основным видам относят:
- Стационарные ванны прямоугольной формы, которые установлены на больших ювелирных производствах.
- Барабанные или колокольне вращающиеся модели. В них процесс золочения проходит на 20-30% медленнее, чем в первом подтипе, но качество несколько выше.
А также ванны различаются по вместительности:
- от 15 до 30 л — используют для золочения;
- от 100 до 500 л — для покрытия поверхности серебром;
- от 1 до 2 литров — для родирования.
Нагрев конструкции осуществляется при помощи пара или электротока. Перемешивание электролита осуществляется под воздействием давления сжатого воздуха или вращения катодной штанги.
Как ювелиры подготавливают изделия для гальваники
Если объяснить простыми словами, что такое гальваника в ювелирном деле, — это улучшение качества драгоценных сплавов за счет покрытия дополнительным слоем металла. При этом каждый ювелир знает, что чем лучше будет подготовлена поверхность, тем выше качество покрытия получится в итоге.
В качестве основных шагов подготовки материала к нанесению гальванического покрытия выделяют:
- Механическая обработка поверхности включает тщательную полировку. Нередко применяют кварцевание, которое исправляет внешние дефекты и создает эффект зеркального блеска.
- Химическая обработка подразумевает устранение жирных загрязнений и оксидов с поверхности. Обезжиривание необходимо для ровности нанесения слоя гальваники. При этом химическое воздействие происходит в 2 этапа: обработка органическим раствором, затем щелочное воздействие.
- Промывка в горячей и холодной проточной воде.
- Декапирование поверхности — создание небольшой шероховатости поверхности, что нужно для высокой сцепки гальванического слоя с основной. Декапирование перед золочением проводится в 5-7%-ном растворе соляной кислоты, под серебро — в 5-10%-ном растворе серной кислоты.
Интересный факт. Химическому обезжириванию подвергается только отдельная группа ювелирных изделий. Если применяется электрохимический метод покрытия другим металлом, то в процессе пропускания тока происходит естественное обезжиривание.
Каждый профессиональный ювелир изучает особенности гальваники в ювелирном деле еще на стадии обучения мастерству. Нередко этим процессом занимаются отдельные специалисты, которые добиваются идеальной ровности покрытия.
5 секретов гальваники, о которых часто молчат ювелиры
Профессиональная ювелирная гальваника имеет свои секреты. Мастера, которые постоянно работают с покрытием одного драгметалла другим, делятся своими «тайнами»:
- Идеальное покрытие получается только при повторении процедуры 10 раз подряд.
- На весь процесс гальванической обработки одной партии изделий уходит несколько часов.
- Если процедура гальванизации будет проведена не в герметичных условиях, то придется все переделывать. Даже одна пылинка деформирует все покрытие, и изделие будет испорчено.
- После гальванизации легко оценить, насколько хорошо свою работу выполнили ювелиры. Все дефекты становятся заметными.
- Толщина идеального готового покрытия может быть тоньше человеческого волоса. Но при этом чем оно толще, тем прочнее и надежнее.
В результате мастера, работающие с нанесением гальванического покрытия на ювелирные изделия, — настоящие чудотворцы. Простой процесс имеет сотни нюансов, которые обязательно учитываются профессионалами. Одна ошибка приводит к полной переделки всей партии драгоценностей.
Достоинства гальваники в ювелирном деле
Зачем покупателям обращать внимание на наличие гальванического слоя? Все просто. Именно он дает следующие преимущества:
- повышает износостойкость украшений;
- улучшает качество отражения света от поверхности, что увеличивает блеск;
- повышает стойкость к коррозии и защищает от потемнения.
Незаметный слой имеет только один недостаток — со временем он стирается. Но для владельца кольца или цепочки из золота и серебра такие дефекты будут незаметны, кроме вариантов, когда золочением меняют цвет серебра. Но восстановить гальваническое покрытие можно, обратившись в ближайшую ювелирную мастерскую.
Гальванопластика — Википедия
Материал из Википедии — свободной энциклопедии
Изделия созданные с помощью гальванопластикиГальванопластика — формообразование из цветного металла при помощи осаждения его из раствора (расплава) под действием электрического тока на матрице[1][2]. Один из разделов гальванотехники. Применяется для получения металлических копий предметов методами электролиза. Этот термин может использоваться и в качестве названия металлических предметов, полученных методом гальванопластики. Толщина металлических осадков, наносимых при гальванопластике, составляет 0.25-2 мм.
Гальванопластику используют в тех случаях, когда металлическая деталь имеет очень сложную форму и обычными способами (литьем или механической обработкой) её трудно или невозможно изготовить. Наибольшее распространение гальванопластика получила при изготовлении точных художественных копий небольших скульптур и ювелирных изделий; в технике — при производстве грампластинок, печатных валов, металлических изделий с микронными параметрами[2].
Несмотря на появление новых технологий, например: трехмерного сканирования и трехмерной печати, литья в эластичные формы и по выплавляемым моделям и т. п. гальванопластика продолжает оставаться наиболее востребованным методом получения точных металлических копий небольших художественных предметов и некоторых других типов изделий.
Сначала делают слепок рельефного предмета из воска или другого пластичного материала. Поверхность копируемого изделия должна быть электропроводной. На модели из непроводящих материалов различными способами наносят проводящее покрытие. Чаще всего практикуются втирание графита в восковой подслой или химическое восстановление металлов на поверхности оригинала[2].
Затем слепок помещают в ванну с раствором электролита. Во время пропускания тока через раствор на слепке наращивается достаточно толстый слой металла, заполняющий все неровности слепка[2].
Особое значение для гальванопластики имеет процесс осаждения меди. Этот металл достаточно часто осаждается не только в качестве основного и единственного слоя металла, но и систематически используется в качестве промежуточного слоя при гальваническом никелировании, хромировании, серебрении и золочении и т. п. Более ограниченно в гальванопластике используется осаждение железа, олова, родия по серебру и других металлов или их сочетаний.
После прекращения электролиза слепок отделяют от слоя металла и в результате получают точную копию изделия. Копию от оригинала отделяют либо по специально наносимому барьерному слою, либо непосредственным удалением (расплавлением, химическим растворением) оригинала[2].