Гальванопластика что это такое
Гальванопластика — что это такое, сферы применения
Гальванопластика — это электрохимическая операция. Такая технология позволяет восстанавливать изделия из разных материалов за счет осаждения частиц металла на их поверхности. Процесс имеет несколько особенностей, которые нужно учитывать при работе.
Металлический листок (Фото: Instagram / nik_lopatsik)Описание процесса
Гальванопластика — электрохимический процесс, который позволяет делать копии изделий разной формы и размеров. Преимущество технологии — высокая точность обработки.
Гальваностегия — электрохимическая технология, которая подразумевает покрытие металлических заготовок слоем металла. Покрытие выбирается зависимо от необходимых технических характеристик, которые должны быть выше чем у основы. Чаще для покрытия металлических изделий используют хром, серебро, никель.
Технологии можно назвать одинаковыми, но они различаются способами подготовки рабочих поверхностей. Перед гальваностегией проводиться обработка, нацеленная на создание прочного соединения. Покрытие после гальванопластики должно без труда отделяться от основания.
Сферы применения
Чаще гальванопластика применяется при изготовлении ювелирных изделий: копий монет, орденов, украшений, статуэток. Из наиболее популярных материалов, который применяются для проведения рабочего процесса является медь.
Если работы были проведены с соблюдением технологических этапов, использованием хорошего оборудования, готовую копию будет сложно отличить от оригинала. Отличия видны только по барьерному слою.
Выполнять работы можно в домашних условиях. Перед проведением технологического процесса необходимо убедиться, что поверхность заготовки, с которой будет сниматься копия, проводит электричество. Если это не так, ее нужно покрыть слоем бронзы или графита. Чтобы добиться необходимого результата, человеку нужно разбираться в гальванотехнике.
Фигурный браслет (Фото: Instagram / moreleslaboratorium)Материалы и оборудование
Для проведения работ нужно подготовить определенное оборудование и материалы:
- Гальваническую ванну. От ее размеров зависят допустимые габариты обрабатываемых деталей.
- Нихромовую проволоку.
- Медную пластинку, которая будет выступать в роли анода.
- Рабочий состав. Он изготавливается из 50 мл этилового спирта, 1 литра воды, 200 г медного купороса, 15 г серной кислоты.
- Источник постоянного тока.
Дополнительно понадобится термометр. Важно поддерживать рабочий температурный режим в пределах 18°–25°C.
Подготовка материала
Перед проведением работ необходимо подготовить изделия. Для заготовок, проводящих ток, процесс состоит из нескольких этапов:
- очистки от ржавчины, налета, грязи;
- обезжиривания детали в заранее подготовленном составе;
- сушки поверхностей.
Если говорить о диэлектрических заготовках, подготовка выглядит иначе. Пошаговая инструкция:
- Поверхности зачищаются от грязи, пыли, обезжириваются, высушиваются.
- Если изделие содержит каучук, поверхность необходимо протереть спиртом, высушить. После сушки кистью нанести слой коллоидного графита. Втирать смесь 10 минут. Удалить остатки графита сжатым воздухом.
- Чтобы начать работать с деталями со сложным рельефом, необходимо нанести металлическую пленку. Изначально изделие обезжиривается Венской известью, смешанной с синтетическим моющим средством. Пропорции 1 к 1. После обезжиривания необходимо погрузить деталь в раствор сенсибилизации (длительность выдержки — 10 минут).
После обработки химикатами изделие промывают под проточной холодной водой.
Металлическая статуэтка (Фото: Instagram / _galvanoplastika_)Обработка
Можно выполнить гальванопластику в домашних условиях. Для этого нужно учитывать ряд особенностей, выполнять действия поэтапно. Пошаговая инструкция обработки деталей:
- Из многожильного кабеля вытащить 20 см проволоки.
- С двух сторон проволоки очистить изоляцию. Одни из концов согнуть под углом 90°.
- Угол приклеить к детали из пластика.
- Обезжирить предметы после высыхания клеевого состава. Лучше использовать для этого бытовую химию. Растворитель не подойдёт.
- Промыть изделие под проточной водой.
- Заранее подготовить бронзовую краску. Удерживая деталь за проволоку, медленно опустить ее в емкость с рабочей жидкостью. Важно, чтобы поверхность окрашивалась равномерно.
- В течение часа высушивать изделие.
- На детали закрепить плюсовой контакт. Погрузить ее в ванную.
- Оставить заготовки в емкости под напряжением на 15 часов.
- Промыть детали под проточной водой.
После выполнения металлизации необходимо закончить обработку. Для этого следует нанести серную мазь на рабочие поверхности и подержать над газовой плитой. Медь должна потемнеть.
Существует еще один вариант выполнения работ. Пошаговая инструкция:
- Сделать кисточку из многожильного провода. Закрепить один конец на деревянной ручке, другой оголить.
- Ко второму концу подключить плюсовой контакт от общей электроцепи.
- Залить электролитный раствор в широкую емкость.
- Деталь подсоединить к минусовому контакту.
- Кисточку обмакнуть в электролит.
Дождаться появления необходимого визуального эффекта.
Последний этап проведения работ — полировка. Понадобится большая болгарка со специальной щеткой. Обработку нужно проводить аккуратными движениями, чтобы не стереть нанесенный слой. Визуальный эффект, который должен получится после проведения работ — черненая бронза с отдельными блестящими участками.
Листок из меди (Фото: Instagram / incredible_craft)Техника безопасности
Чтобы обезопасить свой организм, нужно соблюдать ряд правил:
- Работать используя респиратор, защитные очки, перчатки, спецодежду.
- Помещение должно иметь хорошую вентиляцию, чтобы вредный пары выходили наружу.
- Из рабочей зоны следует убрать взрывоопасные вещества, разные виды топлива.
- При работе нельзя употреблять пищу или воду. Делать это можно только в отдельном помещении.
Соблюдая правила, можно снизить риск отравления, получения травмы.
Гальванопластика применяется для создания точных копий разных изделий. Технология представляет собой восстановление заготовки оседающими металлическими частицами на ее поверхности. Поскольку работа связана с применением едких химических веществ, нужно соблюдать технику безопасности.
Технология гальванопластики
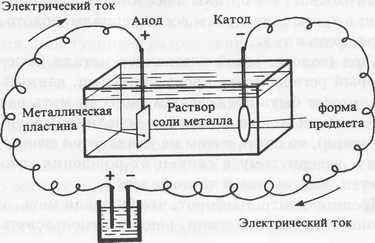
Гальванопластика — это специальный метод образования изделия определенной формы из цветного металла путем осаждения его в расплавленном состоянии на предварительно заготовленной матрице. Данный процесс происходит под воздействием электрического тока. Таким образом, путем процедуры классического электролиза можно получать металлические копии различных предметов.
 Гальванопластика ( электроформинг). Брошь ( медь).
Гальванопластика ( электроформинг). Брошь ( медь).
Толщина металлического осадка, наносимого на матрицу в процессе гальванопластики, составляет от 0,25 мм до 2 мм. Можно заметить, что этот слой металла получается достаточно тонким, однако он позволяет в полной мере передать в мельчайших деталях форму будущего изделия.
 Изделия, созданные методом гальванопластики.
Изделия, созданные методом гальванопластики.
Гальванопластика — это эффективная технология создания копий рельефных оригиналов путем электролитического копирования. На сегодняшний день гальванопластика продолжает оставаться наиболее популярным и востребованным способом получения точнейших образцов небольших художественных предметов, несмотря на появление новейших технологий трехмерного сканирования и 3D — печати.
 Изделия в технике гальванопластики
Изделия в технике гальванопластики
Технология гальванопластики
Технология создания точной копии предмета или художественного изделия методом гальванопластики состоит из нескольких этапов:
- Изготовление слепка рельефного предмета из воска или другого пластичного материала. При этом необходимо учитывать тот фактор, что поверхность копируемого изделия должна обладать свойством проводить электрический ток. Если же модель изготовлена из непроводящих материалов, то на нее различными способами наносят любое электропроводное покрытие. Зачастую выполняется втирание измельченной гранитной пыли в восковой подслой или применяется метод химического восстановления металлов на поверхности оригинала.
- Помещение слепка в электролит — готовую модель помещают в специальную емкость с раствором электролита.
- Проведение процедуры электролиза, в процессе которой во время пропускания тока через расплавленный металлический раствор на поверхности слепка наращивается достаточно толстый слой металла, который равномерно заполняет все неровности слепка.
- Отделение слепка от слоя металла после окончания процесса электролиза. Копию отделяют от оригинала по заранее нанесенному барьерному слою или путем химического растворения ( расплавления) оригинала.
Виды металлов для гальванопластики
Для изготовления точных копий предметов или покрытия их тонким металлическим слоем используются следующие виды металлов:
- Медь
- Никель
- Хром
- Серебро
- Золото
- Железо
- Олово
- Родий
К этому можно добавить, что медь чаще всего используется в качестве промежуточного слоя в процессе никелирования, хромирования, серебрения и золочения. Кроме этого, именно медь зачастую выступает единственным и основным слоем металла в процессе гальванопластики.
Сфера применения
Метод гальванопластики применяют для изготовления металлических деталей сложнейшей конфигурации. Такие детали трудно или даже невозможно создать с помощью механической обработки металла или обычного литья. Поэтому в подобных случаях гальванопластический способ является единственным выходом.
Однако наибольшее распространение технология гальванопластики получила при изготовлении следующих видов изделий:
- Художественные копии скульптур
- Копии барельефов и горельефов
- Фигурная посуда
- Ювелирные украшения
- Грампластинки
- Печатные валы
- Металлические изделия с микронными параметрами
- Мемориальные доски
- Памятные таблички
- Фирменные знаки
- Монеты
- Гербы
- Медали
- Эмблемы
- Логотипы
- Декоративная символика
- Бюсты
- Портреты
- Картины из металла
- Декоративные панно
- Иконы
- Оклады для икон
- Венцы для икон
- Вставки для мебели
- Цветочные горшки
- Вазы для цветов
- Ажурные и декоративные элементы, орнаменты и узоры
Метод гальванопластики широко применяется в реставрационных работах или для создания предметов интерьера.
 Гальванопластика
Гальванопластика
Гальванопластика и гальваностегия — what it is? Часть 2
Часть 1 здесь>>
Прежде чем наносить на изделие из металла покрытие, надо его изготовить. Одним из способов его создания может быть получение изделия методом гальванопластики, поэтому я и начну рассмотрение гальванотехнических процессов с этого раздела.
Пожалуй, наиболее точное определение дано в Большой советской энциклопедии (М.: Советская энциклопедия. 1969–1978): «Гальванопластика — получение легко отделяющихся, относительно толстых, точных копий с различных предметов, т. н. матриц».
Матрицы могут быть изготовлены из различных материалов — как металлических, так и из не проводящих электрический ток материалов.
При использовании материалов, не проводящих электрический ток, для изготовления матриц (резина, пластмассы, гипс и т. д.) сложности возникают при создании токопроводящего слоя (на иллюстрации ниже форма из виксинта, в которой установлены электроды для подключения к источнику постоянного тока).
Прежде чем нанести токопроводящий слой, матрицу нужно подготовить: устранить гигроскопичность поверхности, обеспечить прочное сцепление токопроводящего слоя с основой. Дерево, кружева, гипс и все другие гигроскопичные материалы пропитываются горячей натуральной олифой или расплавленным парафином (воском). Перед нанесением токопроводящего слоя, поверхность матрицы должна быть тщательно вымыта и обезжирена.
Существует несколько разновидностей токопроводящих слоев. Выбор токопроводящего слоя зависит от ряда факторов: материала матрицы, требуемой точности воспроизведения деталей и, не в последнюю очередь, что важно для домашних мастерских, доступности материалов.
Наиболее известный, еще со времен Б. С. Якоби, материал — графит.
В настоящее время выпускаются различные готовые спреи для нанесения токопроводящих слоев (пример на иллюстрации).
Достоинство их использования — простота. Недостаток — значительная стоимость.
Чаще всего используется коллоидный графит. Графит наносят мягкой кисточкой на поверхность матрицы, до тех пор, пока слой не будет выглядеть равномерным и однотонным. Излишки графита сдувают, после чего поверхность промывают водой. Для ускорения работы можно использовать графит, растертый с клеем БФ-2 (для уменьшения вязкости его несколько разбавляют спиртом). Данный метод рекомендуется использовать в том случае, когда есть возможность проникнуть кистью во все полости и равномерно нанести слой графита.
Если нет готового порошка графита, его можно приготовить из грифелей простых мягких карандашей. Грифели нужно тщательно истолочь и просеять через вчетверо сложенный капроновый чулок.
Графит обладает большим электрическим сопротивлением, поэтому только через некоторое время (иногда продолжительное) весь предмет оказывается покрыт слоем металла. Осаждение ведут при минимальной для данной площади плотности тока.
Вторым доступным вариантом нанесения токопроводящего слоя является использование бронзовой пудры (продается в комплекте «Краска бронзовая») .
Небольшие предметы окунают в жидкий нитролак (НЦ-222, НЦ-218) или клей БФ-2. Затем, быстро стряхнув капли лака, густо обсыпают бронзовым порошком. Излишки его удаляют. На более крупные предметы наносят кистью клей БФ-2 (здесь замена другим клеем или лаком не допускается) и по высохшей клеевой пленке кистью же наносят бронзовый порошок, смешанный с ацетоном до полужидкой консистенции. Очень важно, чтобы клеевой слой был без пропусков и пузырей, а порошок наложен ровным слоем. После просушки и последующей промывки бронзированную поверхность смачивают раствором двухлористого олова (5 г на 20 мл воды) в течение одной минуты, а затем промывают в проточной воде. Если поверхность не полностью смачивается водой, обработку оловом повторяют.
После промывки модель помещают в ванну. Электропроводность получившегося слоя хорошая, осаждение меди ведется током средней плотности.
Случается, что по разным причинам некоторые места не затягиваются медью. Тогда модель из ванны вынимают, промывают, сушат, дополнительно покрывают незатянувшиеся места и снова помещают в ванну.
Для создания токопроводящих слоев применяются и другие методики. Я разобрал наиболее доступные из существующих.
При использовании металлических матриц возникает иная сложность: создание разделительного слоя обеспечивающего отделение полученного изделия от матрицы (на иллюстрации ниже — использование готового состава).
Для этой цели можно применять 0,1-процентный раствор воска в скипидаре, иногда с добавкой 1°/0 сероуглерода. Другим раствором может служить состав из 100 г воска, 50 г канифоли и 400 г графита, смешанных в 1 л четыреххлористого углерода. Одним из указанных растворов протирают поверхность матриц перед покрытием. При этом следует учитывать, что наиболее дефицитным компонентом будет четыреххлористый углерод. Можно экспериментальным путем подобрать аналог, сходный по свойствам и доступный в свободой продаже.
Разделительный слой образуют также путем погружения матриц из меди и медных сплавов в раствор сернистого натрия, или посредством обработки матрицы сероводородом ( патинировании). Некоторые металлы, например, хром, алюминий и олово, после горячего лужения образуют естественные оксидные пленки, служащие хорошим разделительным слоем. Однако применение этих металлов для покрытия или изготовления матриц весьма ограничено.
В обоих случаях требуется тщательная обработка матриц для избежания неприятных сюрпризов при завершении процесса наращивания изделия.
Успехов и удачи всем, кто интересуется и использует гальванотехнику в своем творчестве.
С уважением А. Н.
Часть 3 здесь>>
Что такое о гальванопластика и гальваностегия
Гальванопластика - электрохимический способ копирования (получение точных копий изделий). Широко используется в технике при изготовлении матриц в полиграфии, пресс-форм для прессования грампластинок и т. п. Этим способом изготовляют металлические сетки, ювелирные изделия, копии скульптур, гравюр, детали сложной конфигурации. Способ отличается исключительно высокой точностью воспроизведения рельефа изделия.
Гальваностегия - электрохимический процесс покрытия одного металла другим, более устойчивым в механическом и химическом отношении, например стальные детали покрывают хромом, никелем, медные - никелем, серебром или другими металлами.
В принципе гальванопластика не отличается от гальваностегии. Однако гальваностегические и гальванопластические процессы имеют свои особенности и отличаются прежде всего методами подготовки поверхности перед осаждением на нее металла.
В гальваностегии поверхность подготавливается так, чтобы покрытие прочно держалось на ней. В гальванопластике, наоборот, покрытие должно легко отделяться. Поэтому в последнем случае уделяется большое внимание нанесению токопроводящих слоев (в случае покрытия непроводников) и разделительных слоев (если копия получается с металла).
Далее, в то время как для гальваностегических покрытий используют многие металлы и сплавы (серебро, цинк, олово, никель, медь, хром и их сплавы), в гальванопластике обычно применяют лишь отложения меди, никеля и серебра и значительно реже - других металлов. В связи с тем, что гальванопластические отложения отличаются от гальваностегических значительно большей толщиной, составы электролитов и режимы, применяемые в гальванопластике, также несколько отличаются от принятых в Гальваностегии.
В гальванопластике металл обычно наращивают не на металл, а на тонкий токопроводящий слой, нанесенный на поверхность непроводника, или на разделительный, плохо проводящий слой, нанесенный на металл, поэтому в технологический процесс вводят дополнительную по сравнению с гальваностегией операцию «затяжки» металлом - первичное наращивание металла на токопроводящий слой до полного закрытия его. Составы электролитов для ванн затяжки и режим работы несколько отличаются от обычных.
Оборудование и самодельные устройства
Оборудование для гальваностегии ничем не отличается от оборудования, применяемого для гальванопластики. В качестве гальванической ванны может быть использована любая стеклянная байка такого размера, чтобы покрываемый металлом предмет свободно в ней размещался и при этом не находился слишком близко от анодных пластин.
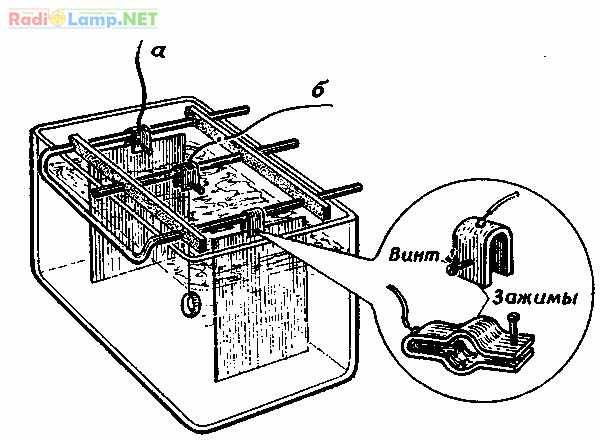
Рис. 1. Гальваническая ванна в четырехугольной банке.
Удобнее всего пользоваться четырехугольными стеклянными баньками (рис. 1).
Из толстой медной проволоки или трубок делают поперечные пере-!кладины, из которых две (а) служат для подвешивания никелевых или медных пластин - а н од о в, а третья (б)-для никелируемых или Омедняемых предметов.
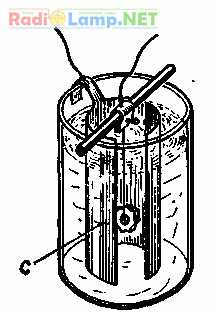
Рис. 2. Гальваническая ванна в круглой банке.
В круглой банке анодную пластину приходится сгибать в виде цилиндра (с) (рис. 2).
Покрываемые предметы подвешивают на медных проволоках. Анодных пластин должно быть две. Важно, чтобы покрываемые предметы были обращены к анодам своими наибольшими площадями и находились с ними примерно в Параллельных плоскостях.
Перекладины, к которым подвешиваются аноды и покрываемые предметы, необходимо снабдить клеммами для удoбcтвa и надежности соединения (см. рис. 3). Проволоки, которыми прикреплен анод к перекладине, должны находиться выше уровня Электролита, особенно если они сделаны из другого металла.
Анодные пластины включаются Между собой параллельно и присоединяются обязательно к клемме «плюс» источника тока аккумулятора или выпрямителя).
Аноды должны быть тщательно очищены от окислов, грязи и обезжирены, так же как и предметы, предназначенные для покрытия металлом.
Важным условием успешного никелирования и меднения является чистота. Если в электролите появилась легкая муть или образовался осадок, электролит необходимо профильтровать.
На рис. 3 показана схема включения гальванической ванны. В качестве источника можно использовать автомобильный аккумулятор или выпрямитель (напряжением 6-12 В), питающийся от сети переменного тока напряжением 127-220 В. К схеме необходимо подключать вольтметр и амперметр. Если поверхность покрываемого предмета менее 2 дм^2, можно использовать миллиамперметр на 500 мА.
Сопротивление реостата должно быть порядка 8-10 Ом, чтобы можно было изменять ток в пределах долей ампера.
При сборке электрической цепи ванны очень важно не спутать полюсы у аккумулятора или выпрямителя, так как анодные пластины должны быть обязательно подключены к положительному полюсу, а деталь (предмет) - к отрицательному. При неправильном включении будет «растворяться» металл детали или предмета, что приведет к порче электролита.
Ровное плотное покрытие предмета никелем или медью зависит от величины электрического тока, не превосходящей известного предела и зависящей от площади поверхности предмета.
Например, если норма плотности тока равна 0,5 А на 1 дм^2 и предмет имеет общую поверхность около 0,5 дм^2, то ток не должен превышать 0,5 X 0,5 = 0,25 А. При большем токе никель или медь будут откладываться темным, непрочным, легко отделяющимся слоем. Если предмет имеет заостренные части, плотность тока следует уменьшить в 2-3 раза.
Предметы погружают в ванну под напряжением. Для этого их сначала подвешивают на медных голых проводниках диаметром 0,8-1 мм к перекладине (медная трубка), подключают к источнику электрического тока (при этом реостат включают на полное сопротивление) и опускают в ванну с электролитом. Затем, уменьшая сопротивление реостата, доводят ток до нормы.
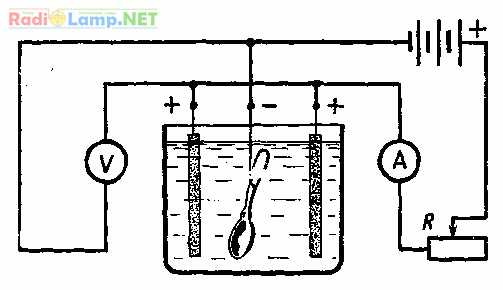
Рис. 3. Схема включения гальванической ванны в электрическую цепь.
Во время гальванизации деталь или предмет два-три раза вынимают из ванны на короткое время и осматривают. Если металл откладывается неравномерно, изменяют положение предмета, повернув его к аноду той стороной, на которой слой металла получается тоньше.
При правильном процессе никелирования никель откладывается матовым, повсюду ровным, серебристым слоем. Появление темных пятен свидетельствует о плохом обезжиривании. Тонкий слой металла откладывается на детали или предмете за 20-30 мин, толстый слой - за несколько часов.
Предмет, вынутый из ванны, как бы хорошо он ни был предварительно отполирован, имеет матовую поверхность. Для придания блеска его полируют тончайшим мелом (зубным порошком) при помощи суконки. Можно также полировать крокусом, но очень осторожно, чтобы не повредить слой никеля.
Примечание. В любительских конструкциях широко применяется алюминий. Анодирование можно выполнять переменным током 12- 24 В. Деталь (лист) полируют до зеркального блеска, протирают ацетоном и химически обезжиривают в растворе едкого натра 50 г/л. Время обезжиривания 3-5 мин, температура раствора 50° С.
Анодирование переменным током заключается в следующем. Если анодируется деталь (лист), то она является первым электродом, а вторым может быть обработанная алюминиевая болванка или лист.
Контакты токоподводов обязательно должны быть алюминиевые. Электролитом служит 20-процентный раствор серной кислоты.
Условия анодирования следующие.
- Для алюминия и плакированного дюралюминия плотность тока 1,5-2 А/дм^2 при напряжении 12 В. Время анодирования 25-30 мин, температура электролита не выше 25° С.
- Для неплакированного дюралюминия плотность тока 2-3 А/дм^2 при напряжении 12-20 В. Время анодирования 20-25 мин, температура электролита - около 25° С.
Электролитическая гальванопластика
С копируемого предмета или изделия прежде всего снимают отпечаток, т. е. делают форму из легкоплавного металла, воска, пластилина или гипса. Копируемый предмет, натертый мылом, кладут в картонную коробку и заливают легкоплавким сплавом Вуда или другими легкоплавкими сплавами.
После отливки предмет вынимают и полученную форму обезжиривают и подвергают меднению в электролитической ванне. Для того что-
бы металл не откладывался на тех сторонах формы, где нет оттиска, их покрывают при помощи кисточки расплавленным воском или парафином. После меднения легкоплавкий металл расплавляют в кипящей воде и получают матрицу. Матрицу заливают гипсом или свинцом, и копия готова.
Для изготовления форм применяют следующую восковую композицию:
- Воск - 20в. ч.
- Парафин - 3 в. ч.
- Графит - 1 в. ч.
Если форму изготовляют из диэлектрика (воск, пластилин, парафин, гипс), ее поверхность покрывают электропроводным слоем. Проводящий слой может быть нанесен способом восстановления некоторых металлов (серебра, меди, никеля) или механическим путем - втиранием в поверхность формы чешуйчатого графита мягкой волосяной кистью.
Графит тщательно растирают в фарфоровой ступке, просеивают через сито или марлю и наносят на поверхность изделия мягкой кистью или ватным тампоном. Графит лучше прилипает к пластилину. Формы из гипса, дерева, стекла, пластмассы и папье-маше покрывают раствором воска в бензине.
На поверхность, не успевшую высохнуть, наносят графитную пудру, а лишний, неприлипший графит сдувают.
Гальваническое покрытие легко отделяется от формы, покрытой графитом. Если форма выполнена из металла, то на ее поверхности необходимо создать электропроводящую пленку оксида, сульфида или другой нерастворимой соли, например на серебре - хлорида серебра, на свинце - сульфита свинца, чтобы форма хорошо отделялась от покрытия.
Медные, серебряные и свинцовые поверхности обрабатывают 1%-ным раствором сульфида натрия, в результате чего на них образуются нерастворимые сульфиды.
Осаждение металла на поверхности формы. Подготовленную форму погружают в ванну, схема которой находится под током, чтобы не растворилась разделяющая пленка. Сначала проводят «затяжку» (покрытие) проводящего слоя меди при малой плотности тока в растворе такого состава:
- Сернокислая медь (медный купорос) - 150-200 г,
- Серная кислота - 7-15 г,
- Этиловый спирт - 30-50 мл,
- Вода - 1000 мл.
Рабочая температура электролита 18-25° С, плотность тока 1-2 А/дм^2. Спирт необходим для повышения смачиваемости поверхности. После того как вся поверхность «затянется» слоем меди, форму переносят в электролит, предназначенный для гальванопластики.
Для гальванопластических работ (меднение) рекомендуется следующий состав:
- Сернокислая медь (медный купорос) - 340 в. ч.
- Серная кислота - 2 в. ч.
- Вода - 1000 в, ч.
Температура электролита 25-28° С. Плотность тока 5-8 А/дм2.
Металлизация неметаллических предметов, способы и советы
Чтобы изготовить металлические листья растений, со свежих листьев снимают отпечатки на восковой композиции следующим образом. В формочку из плотной бумаги заливают восковую композицию, дают ей остыть почти до полного отвердения, но с таким расчетом, чтобы поверхность ее была эластичной. Затем на поверхность воска накладывают листья и прижимают их стеклом.
Когда стекло н листья снимают, на восковой композиции остается четкий отпечаток листьев.
После полного затвердения воска форму с отпечатком осторожно графитируют мягкой кистью. Установив проводники на форме, подвешивают груз и опускают ее в гальваническую ванну.
Для покрытия металлом насекомых (бабочек, жуков и т. п.) нх соответствующим способом подготавливают: насекомых выдерживают в 1,5%-ном растворе сулемы, высушивают, покрывают лаком или тонким слоем воска. Затем поверхность нужно сделать токопроводящей, для этого ее при помощи кисточки смазывают жидкой кашицей из графита, разведенного на спирте или водке. После высыхания излишки графита удаляют.
После этого предмет подвешивают на нескольких тонких медных проволочках диаметром 0,1-0,2 мм, перекручивая или перевязывая их неоднократно крест-накрест (рис. 1), и помещают в гальвано-пластическую ванну. Для устранения плавучести в электролите бабоч
ку, жучка и т. п. прикрепляют парафином к стеклу или кусочку пластмассы. Металл начинает откладываться прежде всего около медных проволочек, распространяясь очень медленно на всю остальную поверхность.
Поэтому в начале процесса ток должен быть в несколько раз меньше нормального, когда же вся поверхность окажется «затянутой» металлом, доводят его до нормы. Продолжительность процесса - несколько часов. Толщина покрытия может колебаться от 0,1 до 2 мм.
Рис. 1. Подвешивание жука для омеднения (а). Вид жука, покрытого металлом (б).
Используя метод гальванопластики, можно металлизировать кружева для декоративно-художественного украшения различных предметов.
Кружева растягивают на рамке и пропитывают парафином. Затем их проглаживают утюгом между листами бумаги для удаления излишков парафина. Далее наносят электропроводящий слой мелкого графита, избыток его тщательно сдувают с кружев.
Проложив проводники по краю кружева, их крепят на пластмассовой рамке или рамке из толстого провода с хлорвиниловой изоляцией, вместе с которой кружева погружают в электролит.
Кружева, покрытые медью, обрабатывают латунной щеткой. Паяют их оловянно-свинцовым припоем. Гальваностегическая отделка металлизированных кружев заключается в нанесении декоративного слоя серебра или золота или в оксидировании.
Копируем старинную монету при помощи гальванопластики
Любители-коллекционеры, увлекающиеся сбором старинных монет, могут использовать простой способ снятия копий со старинных монет.
Каждую сторону монеты аккуратно оттискивают на пластилине. Чтобы монета не прилипла к пластилину, ее смачивают мыльным раствором. Кромки оттисков подравнивают так, чтобы углубление в пластилине было равно половине высоты монеты. Затем холодной водой смывают мыло, подсушивают пластилин, пока его температура не достигнет комнатной- 18-20° С.
Затем на поверхность оттиска мягкой кисточкой намыливают порошок бронзы (в хозяйственных магазинах он продается под названием «Краска под золото»). На блестящую бронзовую пленку надо гальваническим способом осадить слой меди. Напыленная бронза не проводит электрического тока, и медь на нее не может осесть.
Чтобы такую поверхность сделать токопроводящей, ее обрабатывают концентрированным раствором двухлористого олова. Поверхность из золотисто-желтой превратится в оловянно-желтую и станет электропроводящей.
Для осаждения на этой поверхности слоя меди надо иметь гальваническую ванну с раствором медного электролита. Для электролита на 1 л дистиллированной или кипяченой воды берут 220-250 г медного купороса, 15-18 г серной кислоты и 35-40 г этилового спирта. Спирт можно заменить двойным количеством водки или 2-3 г фенола (карболовая кислота).
Затем в нескольких местах токопроводящей поверхности оттиска втыкают тоненькие жилки от многожильного провода и соединяют их с общим проводом. Оттиснутая форма будет в ванне минусом (катод). С положительным полюсом соединяют кусочек меди, равный по площади монете или чуть больше нее. Все это опускают в раствор электролита.
Расстояние между электродами 8-10 см.
В качестве источника тока используется выпрямитель либо четыре-пять элементов «373» «Сатурн», соединенных последовательно и включенных в соответствующей полярности. Через 1-2 мин осматривают оттиск. Если осаждающийся на нем слой меди имеет красноватый цвет, как бы поджаренный, значит, ток велик и надо отсоединить одни элемент или уменьшить напряжение на выходе выпрямителя.
Опытным путем добиваются, чтобы слой меди приобрел телеснокрасноватый оттенок с мелкими поблескивающими кристаллами. В этом случае медь будет пластичной.
Осаждать ее нужно в течение 5-6 ч. Потом модель вынимают из пластилина, промывают теплой водой и ножницами выравнивают края. Внутреннюю часть модели покрывают флюсом (канифоль, растворенная в спирте или бензине), заливают до краев оловом или припоем ПОС-60. После заливки обе половины монеты подравнивают и, наконец, спаивают между собой.
Шов зачищают, монету промывают и опускают ее на несколько минут в раствор электролита (без подключения электрического тока). Оловянный шов покроется тонким слоем меди.
Копия монеты готова. Пройдет несколько месяцев, медь - потускнеет, покроется окисью, и тогда трудно будет отличить копию от оригинала.
Литература: В. Г. Бастанов. 300 практических советов, 1986г.
Гальванопластика для чайников подручными средствами: часть1. Гальваническая установка
Данный мастер-класс написан, чтобы узнать - насколько интересен публике процесс гальванического напыления металла. Есть два подхода к делу: можно потратить много времени и мало денег, а можно наоборот. Идея мастер-классав том, чтобы затратить на материалы и инструменты как можно меньше денег, буквально - собрать все из того, что есть дома. Образование физического факульткта и изголодавшийся по работе мозг молодой мамы в декрете не оставили мне выбора - я начала изобретать велосипед, хотя подробного описания "для чайников" в сети не нашла (что и решила исправить). В этот раз я опишу только самое начало - сборка цепи гальванической установки. Если это окажется и нтересно, в следующих мастер-классах я подробно опишу все оставшиеся этапы. Получилось "многабукав", как говорят сейчас в интернете, но мне хотелось, чтоб было понятно.
Итак, мы задались целью обмеднить что-нибудь. Для меня это был скелетированный листик.
Для этого нужно:
1. собрать установку,
2. приготовить электролит
3. нанести токопроводящий слой на образец
4. провести сам процесс гальванизации.
Каждый из этих этапов имеет свои трудности. Итак, установка. Для того чтобы быстро собрать установку, нам потребуется, во-первых: автомобильный выпрямитель (такая штука для зарядки автомобильного аккумулятора). Его можно заменить зарядкой от старого телефона или любого другого маломощного устройства, но это несколько сложнее (позже объясню). медная проволока или медный провод. Второе куда предпочтительнее: по проволоке должен идти ток, а медная проволока в мотках бывает покрыта специальной пленкой, пока ее не обожжешь - к ней не подцепиться. А в проводе, который вы достали из изоляции, вы можете быть уверены. Можно отрезать шнур с вилкой от какого-нибудь сломанного прибора, который во время не выбросили, или взять какой-нибудь завалявшийся кусочек. Или купить провод в любом авто-или строительном магазине. Проволока нужна разная. толстая (около 1-2мм) для создания штанги для подвешивания предметов в гальванической ванне, тонкая - подвешивать предметы (листик) за штангу.
В третьих - маленькая электрическая лампочка и пару зажимов-крокодилов (не обязательно). Это понадобится нам для контроля и снижения тока.
В четвертых - пластмассовая миска, которую мы будем гордо именовать " гальваническая ванна" :) Подойдет любая емкость, такая, чтобы в нее помещалось все то, что вы планируете обмеднить (по очереди, конечно :) ). Я купила в хозтоварах емкость для сыпучих пргодуктов за 60р. Можно взять стеклянную банку.. Главное, чтобы не разъело электролитом!
В пятых - медная пластина, а еще лучше две. Я свою нашла на даче в сарае. Если нет пластины - как временное решение подойдет медный провод/проволока. Берете любую подходящую плотную пластмасску и делаете плотную обмотку проволокой на глубину вашей емкости. Но, как постоянный вариант это годится только для очень толстой проволоки - 2 и более мм. Тонкую проволоку через неделю-две разъест электролитом. В емкости, под слоем электролита, вы не увидите истончение и разрыв, и будете грустно гадать, куда делся ток и почему ничего не работает..
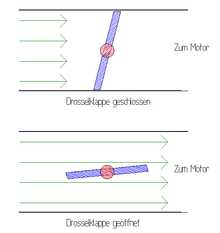
Теперь, чтобы понимать, что мы делаем, опишем принцип работы нашей установки (см. схему). Уж простите, за такой рисунок, делаю МК ночью, уложив ребенка.. Задача такая: через электролит к нашему листику должен течь ток. Ток создается ионами меди. Они, создавая ток в растворе, стремятся к образцу (листику), оседают на нем, формируя тонкий и прочный слой атомарной меди. Из школьной физики мы помним (или поверьте на слово :) ), что ток течет от плюса к минусу. Значит, если на медную пластину подать плюс, а на листик - минус, то через электролит от медной пластины к листику потечет ток, все заработает. На схеме ИП - источник питания (зарядка), МП - медные пластины, Л - листик. Красным - то что подключается на "плюс", синим - то что на "минус".
Итак, для начала берем медную пластину и вставляем ее в гальваническую ванну. Лучше поставить две пластины с двух сторон, чтобы ток тек с обеих сторон и меднение происходило равномерно. Можно и больше, тут уж зависит от широты души и количества медных пластин :) Пластину лучше закрепить, тут есть варианты. У меня пластинка одна, только согнутая, потому я проделала в емкости дырочки нагретым гвоздем и вкрутилв в них саморезы - они и прижали мою пластину. Не очень эстетично получилось, зато работать будет..
Теперь из толстой проволоки делаем подвес для того, что будем меднить. И подвешиваем что-нибудь, на чем не жалко пробовать.
Теперь можно сразу подцепить источник тока: красную клемму (плюс) за медную пластину, черную (минус) за подвес. Если бы все было так просто... Автомобильный зарядник работает с определенным дмапазоном токов и напряжений, ток может оказаться великоват для нас. Тогда осаждение меди пойдет слишком быстро, она осядет вот такими пупырышками.
Или вообще вот такими хлопьями, корорые легко соскребаются пальцем.
Надо уменьшить ток. Чем дольше и медленне мы напыляем медь, тем ровнее и плотнее будет слой. От вас же не требуется напылять его силой мысли - та что поставили слааааабенький ток, и идите по делам, изредка проверяя, как там дела. Но как уменьшить ток, если мы итак поставили минимально возможный на зарядке? Курс школьной физики говорит - добавить в цепь лампочку! Будет дополнительное сопротивление и ток уменьшится. Берем маленькую лампочку (например, самую простую и дешевую для габаритов автомагазине),
приматываем изолентой два контакта (для удобства можно просто два куска провода).
Лампочке все равно, с какой стороны ей попадут плюс, с какой минус - не бойтесь перепутать.
Внимательно следите чтобы провод касался только одного контакта лампы! иначе ток не пойдет сквозь лампу и толку от нее не будет.
И вот теперь можно собрать цепь: плюс от зарядки к лампочке, лампочку к медной пластине, минус от зарядки к подвесу. Напряжение на моей установке 0.7 Вольта, ток порядка 0.05 - 0.1 А. Это не опасно, хотя, не очень приятно, если забыть о технике безопасности и почувствовать на себе (да-да, каюсь, было)..
Теперь осталось налить электролит, и можно пробовать!
А теперь немного о лампочке. Автомобильный зарядник светит диодом и жужжит даже когда через его клеммы не идет ток - он делает это когда просто включен в розтку. А вот лампочка будет гореть только если в цепи есть ток и идет процесс гальванизации, так что очень удобно ходить мимо, просто поглядывая на лампочку. Если она погасла - ток пропал. Пока я писала эти строчки, я увидела как погас свет - опробовала новуб систему подвеса листиков, но крепление разъело электролитом и листик, оторвавшись, упал. Без лампы я бы так сразу об этом не узнала.
Почему неудобно использовать зарядку от телефона: во-первых непонятно где плюс и минус, а во вторых - она дает ток около 0.8А, то есть в 8 ра больше - нужно больше ламп, или какое-то другое сопротивление...
Но, это только начало! Дальше надо приготовить электролит, правильно нанести токопроводящий слой (ведь наш листик ток не проводит) потом проследить чтобы листик нормально гальванизировался.. И, если все хорошо, у вас получится вот такой замечетальный ажурный металлический листик!
Устройство для зарядки, да и почти все прочее есть почти в каждом доме, где есть автомобиль. Все "крокодилы" можно легко заменить скрутками, так что стоимость "стартового комплекта" минимальна. Если вас не увлечет это занятие, не придется жалеть о потраченных средствах. Удачи!
P.S.: Хоть это и не относится к этому разделу, упомяну - помните , что работать с электролитом нужно в перчатках! Что при меднении выделяется газообразный водород, который взрывоопасен в больших количествах. Конечно, для взрыва вам надо обмеднить, минимум, шкаф, но все же приоткройте форточку..
P.P.S.: я очень надеюсь, что объяснила понятно, если что - спрашивайте! Это мой первый МК, рука еще не набита..
Гальванопластика в домашних условиях: технология, оборудование
Красивые вещи своими руками сумеет сделать не каждый. Поэтому гальванопластика в домашних условиях станет излюбленным хобби для любителей мастерить, не боящихся трудностей.
Для данного занятия понадобится специальное оборудование и соблюдение техники безопасности. Но в результате получится эксклюзивное изделие с необычным дизайном.

Особенности процесса
Для получения качественного покрытия нужно правильно подобрать силу тока и напряжение. При слишком слабом токе металл осаждается слишком долго. В случае превышения нормативных параметров по току и напряжению, металл осаждается хлопьями. Еще один момент – приобретение жидкости для электролита. Проще использовать раствор для аккумулятора машины, а специализированные химикаты, например, серную кислоту, сложно приобрести обычному человеку. Чаще всего данный способ обработки предполагает омеднение изделий. Но можно посеребрить или позолотить заготовку при наличии драгметалла.

Золочение с помощью листиков сусального золота выглядит красиво, но его себестоимость гораздо выше, чем у позолоченных изделий в розничной продаже. Чем крупнее деталь, тем большего размера требуется пластина электрода и подаваемый ток. Поэтому в быту крупные вещи не подвергают гальванопластике.
Процесс гальванопластики начинается со сборки аппарата. Плюс от источника тока подается на пластину, а минус – на изделие. Чтобы провода не начали реагировать при гальванизации, место их соединения с пластиной залепляют пластилином. Площадь с положительным зарядом должна быть больше площади заготовки желательно не менее, чем в два раза. Чтобы выставить оптимальный ток на приборе, пользуются простой формулой. Площадь пластины умножают на плотность тока. Обычно берут значение плотности 1-2 А на каждый квадратный дециметр.
После выполнения расчетов приступают к обработке. Обезжиренную заготовку с помощью клея и медной проволоки прикрепляют к минусовому контакту. Если материал не токопроводящий, необходима обработка изделия графитовым спреем. Если будущее украшение имитирует ювелирное, нужно все камушки и стекла заклеить пластилином. Этот материал не позволит измениться цвету камня. Желательно брать для создания украшений стекло или устойчивые к агрессивным средам камни.

Полученный в течение двух часов слой отличается от слоя, выработанного за сутки большей толщины и прочностью. Важно учитывать, что ванна с электролитом и изделиями должна стоять неподвижно на протяжении многих часов для качественного результата. Готовое изделие не кажется железом, оно будет сверкать розоватым медным блеском. Такой результат свидетельствует о том, что процесс прошел успешно.
Материалы и оборудование
Для приготовления раствора для гальванопластики в домашних условиях понадобится следующее:
- Блок питания – источник постоянного тока.
- Электролиты от аккумулятора машины или серная кислота, в зависимости от того, что проще купить.
- Медный купорос – непосредственно из этого вещества медь будет осаждаться на предметах.
- Дистиллированная вода для правильной концентрации раствора.
- Медицинский спирт – улучшает качество раствора.
- Графитовый спрей – им покрывают изделия, не обладающие электропроводностью.
- Пластилин – понадобится и присоединении пластины к проводу и для изоляции частей изделия, которые не должны покрываться слоем металла.
- Медная пластина – для непосредственного электролиза.
 Классический рецепт предполагает использование серной кислоты, но она продается только для химических лабораторий, и не каждый имеет возможность ее достать. Для приготовления раствора электролита для гальванопластики в домашних условиях потребуется:
Классический рецепт предполагает использование серной кислоты, но она продается только для химических лабораторий, и не каждый имеет возможность ее достать. Для приготовления раствора электролита для гальванопластики в домашних условиях потребуется:
- 250 грамм купороса;
- 60 грамм серой кислоты;
- 1 литр воды.
Медный купорос разводят в 500 мл воды. Когда компоненты смешаются, серную кислоту медленно наливают в воду. Если сделать наоборот, едкая кислота разбрызгается. После смешивания постепенно доливают воду, чтобы получить нужный объем. В домашних условиях приготовление раствора электролита станет безошибочным после нескольких попыток.
Можно использовать готовый электролит из аккумулятора. В этом случае на такое же количество медного купороса требуется взять 15 мл спирта и 145 мл раствора электролита.
Требования техники безопасности
Если производится гальванопластика у себя дома, необходимо учесть множество факторов. Во время процесса ванна должна находиться в изолированном помещении. В это помещение не должны допускаться дети и животные, способные все опрокинуть. Источник постоянного тока нужно регулярно проверять на соответствие номинальным характеристикам. Работать лучше в перчатках и защитных очках, а также надеть передник или рабочий халат.
Фантазия и сноровка помогут реализовать смелые художественные замыслы. Можно наносить покрытие не только на металлические токопроводящие изделия, но даже на пластиковые, покрытые графитовым спреем. Удовольствие это не из дешевых, но траты окупятся удовольствием от творческого процесса.
Гальванопластика. Материалы и инструменты | Журнал Ярмарки Мастеров
Несколько месяцев обдумывала онлайн-МК по гальванике органики (меднение растительного материала в домашних условиях), но что-то в задумках и планах было не так. Вывалить на неподготовленных людей. любопытствующих, а не собирающихся заниматься медью профессионально, кучу информации - 100% шанс отбить и любопытство, и интерес, и желание.
Для тех, кто слово "гальваника" увидел впервые, приглашаю заглянуть в мой магазин и блог, возможно вы вдохновитесь и заинтересуетесь этим удивительным видом творчества.
Гальваника - такой вид рукоделия. который, в принципе, не требует мастер-классов. Но люди разные, одним для того, чтоб начать новое дело, достаточно намёка - и они побегут набивать свои собственные шишки, другим необходим точный рецепт и чертеж, третьим надо показать, а лучше - постоять рядом, тогда они и горы свернут, и чудеса изобретательности покажут. Многие хотят попробовать что-то сделать в этой технике - для себя, для друзей, и не затрачивать на освоение много сил, времени и денег. Другие мечтают о новой творческой профессии. Третьи уже имеют профессию - мастера по стеклу, керамике, войлоку, коже - и хотели бы разнообразить свою деятельность.
То есть, одним надо дать информацию максимально полно, со всеми тонкостями, другим достаточно 1-2х часов.
Я решила сделать серию небольших вебинаров, в которых поэтапно рассказать и по возможности показать все. что знаю сама. Каждый участник сможет взять столько уроков, сколько посчитает нужным для себя. Это будет не курс, а серия отдельных онлайн-уроков. В них сконцентрирована собранная мной информация и личный 4х-летний опыт в омеднении растительного материала.
Жаль, что такой план вырисовался у меня к концу лета, но, уверяю вас, времени еще достаточно до зимы. Да и какие у нас зимы, позапрошлый год на Новогодние меднила почки сирени... Кроме того, отличное время узнать, что меднить в зимнее время, и как заготовить материал, чтобы делать украшения не в сезон.
План такой. Будет несколько вебинаров по часу - полтора.
Материалы и инструменты, подготовка электролита и техника безопасности, подготовка и растительных объектов, различное патинирование, использование отработанного металла, пайка. ковка, обжиг, фолдформинг, изготовление элементов фурнитуры для сборки украшений, крепление застежек и т.д. Я буду делать что-то по теме вебинара онлайн, вы сможете делать одновременно со мной или повторить действие позже.
Первое занятие (четверг, 17 августа. 18-00): расскажу о материалах и инструментах. Этот урок будет очень содержательным и пригодится и тем, кто не собирается заниматься гальваникой. На единственном мк, который проходил в Москве два года назад, тема инструментов очень заинтересовала участников. У меня много инструментов, сделаю обзор тех, которые пригодятся в работе с металлом. Расскажу чем заменить по возможности. И, самое главное, с чего начать - собрать в кучу материалы, необходимые для замешивания электролита. Расскажу что приобрести, где. По России это не сложно. С зарубежными слушателями побеседуем о том, где можно приобрести реактивы. Я знаю всего два интернет-ресурса, может быть мы общими силами обнаружим еще.
Сейчас, до начала вебинаров и во время них, от вас хотелось бы получить вопросы - пусть они сейчас кажутся несуразными, даже глупыми - не стесняйтесь, задавайте. Я буду знать, что добавить в следующие занятия. Вопросы можно присылать на почту, прямо в письме с подтверждением оплаты.
По окончании серии вебинаров, я соберу их в полный курс, можно будет купить запись.
Итак, план первого занятия:
- материалы для электролита, блок питания - где купить, как выбрать.
- защитные средства
- предметы и устройства для изготовления электролита.
- что еще нужно для занятий гальваникой
- инструменты для работы с металлом - обзор.
Для участия в вебинарах необходимо:
- Прислать мне на почту [email protected] письмо о желании участвовать - ФИО, способ оплаты. В названии письма - "Вебинар Гальваника, 17.08.17".
- Оплатить участие можно на карты Сбербанка, Альфабанка, ПочтаБанка, Яндекс-кошелек или Пэйпал.
- Инструкции по участию в вебинаре будут отправлены на электронню почту лично каждому участнику.
- После заявки на участие я присылаю вам в ответном письме реквизиты на выбранный вами способ оплаты.
- Вы оплачиваете и присылаете подтверждение. Задаете вопросы, если есть.
- Я подтверждаю получение денежных средств и присылаю инструкцию по дальнейшим действиям.
О гальванике - без формул
Что же это такое интересное, что заставило матерую валяльщицу ))) задвинуть подальше ящик с шерстью и начать создавать совсем другую красоту? Честно говоря, я занялась гальваникой с одной лишь целью - меднить и латунить фурнитуру для своих войлочных сумок, ведь так трудно подобрать все одного цвета! Но оказалось, что с большей частью фурнитуры этот номер не проходит, но зато в гальванике столько возможностей!! Не оторваться!))
О том, что такое гальваника, полным-полно статей в интернете, также там приводятся схемы электрической цепи и химический состав растворов - во все это "сильно заумное" многие не хотят или не могут вникать, да собственно, и незачем, если не собираешься этим заняться. Мне удобно думать, что мозг устроен так же, как компьютер, и любая лишняя информация, накопленная в нем, ухудшает быстродействие, не оставляет свободного пространства для творчества. Поэтому для многих вещей достаточно общего понимания, если появится необходимость - всегда можно поднакопить информации, разобраться подробнее.
Вряд ли я расскажу о гальванике лучше, чем это сделал Владислав Киселевич, его видео "Мастер-класс Гальваника в домашних условиях", по моему мнению, лучший в ру-нете.
Но все же попробую сказать пару слов о гальванике без схем и формул, специально для моих подписчиков и коллег по "войлочному цеху", озадаченных метаморфозами в моем магазине))). Очень много вопросов и догадок, иногда весьма забавных)))
Я не "окунаю всякое в жидкую медь" - это невозможно, медь - твердая. И не крашу медной краской - вещицы получаются действительно медные, твердые и прочные. И не отливаю из меди - плавить металл - это для меня пока слишком сложно! И, да - гальванику не я придумала, и омеднять растения - тоже! )))) А суть процесса в следующем.
В посудке разводится "маринад" из большого количества воды и пары флаконов химии из хозяйственного магазина. В основе химии - медный купорос, синенькие кристаллы, знакомые дачникам - его используют как удобрение. И автомобильный электролит, который автомобилисты наливают в аккумулятор. В посудку (емкость, которую называют гальванической ванной) - с одной стороны помещается кусок настоящей меди - лист или трубка (трубки легче купить, они продаются много где и используются в кондиционерах и холодильниках). Эту пластинку называют Анод. С другой стороны в емкость помещается деталька, которая хочет стать медной. Как только она погружается в раствор, ее называют Катод. (прим.: в гальванике, в отличие от электролиза, + и - меняются местами. Впрочем я и сама путаю термины, поправьте, если опять ошиблась, главное - не перепутать провода, "+" - красный - на отдающую пластину, "-" - черный - на принимающую). Точный рецепт "маринада" ищется по запросу "состав электролита для меднения", кто заинтересуется формулами и цифрами, найдет без затруднений.
Эта деталька, которую хотим покрыть медью, обязательно должна уметь проводить ток, то есть, быть металлической, или ее покрывают специальным составом, который ток проводит. Чаще всего это лак на основе графита - того самого, что в карандашах. Лак продается в магазинах для радиолюбителей, дороговат, но вполне доступен. Затем к листу меди и к детальке прикрепляются проводки и на них подается электричество - совсем небольшое, не более чем при зарядке телефона. И тут начинается волшебство. Медь с пластины "растворяется" в "маринаде" и нарастает на детальке. То есть лист меди отдает свои частички, а деталька эти частички принимает. Химический раствор и электричество помогают микро-частицам металла поменять место жительства .
У меня эта конструкция выглядит так:
Чем дольше деталька находится в растворе, тем больше меди на ней нарастает, и тем тверже она становится. Процесс это довольно долгий, несколько часов, а то и дней - чем больше деталька и чем толще нужно получить слой меди - тем дольше. И тем сильнее "худеет" лист меди, отдающий себя во благо)))
Гальванику используют не только для меднения, но и для покрытия предметов другими металлами, в том числе и драгоценными. Но это в домашних условиях делать сложно и опасно - химия используется совсем другая, не из супермаркета, и отдающий металл, разумеется, должен быть тот же, которым изделие покрывается. Металлом можно покрыть любой объект или часть объекта, или сделать металлическую копию - в этом и есть смысл гальваники.
Органические предметы (растения, перышки, ракушки и т.п.) предварительно нужно полностью покрыть графитом, а потом меднить. При этом растение получается в меди, как в саркофаге - без доступа воздуха оно не гниет и не портится. Слой меди нужно делать довольно толстым - чтобы было прочно. Металлические предметы (правда, не все металлы подходят) меднятся сами, без графита.
Многие материалы нельзя погружать в элктролит, например, первое, что я сделала, конечно же - частично обмазала графитом войлочный шарик и сунула его в раствор! Если у вас есть машина и электролит хоть раз попадал на вашу одежду, вы поймете что произошло))) таки да, шерсть в раствор - нельзя! и еще много чего нельзя, без риска испортить волшебный бульончик.
Так что если надумаете вникать в тему и попробовать это увлекательное занятие - не размахивайтесь сразу на аквариум в 20 литров, попробуйте в малых количествах.
Гальваническое покрытие металлом можно нанести и на маленькую бусинку, и на целый большой памятник! Но для этого, конечно, нужна не маленькая посудка, а целый большой бассейн раствора и много-много металла. Еще - большие и криволинейные объекты покрывают металлом гальванической кистью, но это уже другая история... Так реставрируют памятники, например, гальваникой - бронзой - покрыта четверка лошадей на фронтоне Большого театра.
В домашних условиях и "для девочек" интереснее всего меднить различные природные объекты и делать из них потом украшения.
Меднение растений процесс увлекательный, но больше меня привлекло в гальванике другое - создание текстур.
Об этом - следующая статья.
Гальванопластика последние достижения в отрасли
Главная » Литература » Статьи » Последние достижения в гальванопластикеАвтор: Кристофер В. Корти
По материалам сайта www.jewellerytech.ru
Для ювелирного дизайнера связь между дизайном и технологией не всегда очевидна. Как технолог, я часто задумывался о их связи. Она сегодня достаточна сложна, однако в одном я уверен: определенная технология может дать волнующие возможности креативному дизайнеру. Она может дать возможность дизайнеру достичь того, чего невозможно или сложно добиться традиционными путями.
Это, в особенности, относится к гальванопластике, технологическому процессу, который зачастую недостаточно используется и недопонимается в ювелирном дизайне. Гальванопластика – старая, проверенная технология и в своем оригинальном виде она непроста в применении.Тем не менее, как и другие ювелирные технологии, за последние десять лет она прошла длинный путь и сегодня стала намного более простым и быстрым процессом. В этой статье я уделю внимание золоту; однако в гальванопластике с успехом могут применятся другие драгоценные металлы.
ЧТО ТАКОЕ ГАЛЬВАНОПЛАСТИКА?
В первую очередь, нам необходимо определить, что гальванопластика – это обычное гальваническое покрытие сложной трехмерной формы (называемой сердечником, моделью или шаблоном). В случае ювелирного изделия сердечник покрывается тонким слоем золота, которое ложится на форму и на детали поверхности сердечника. Сердечник в дальнейшем удаляется и остается пустотелое золотое ювелирное изделие. Операция проводится в гальванопластической ванне, которая является измененной гальванической ванной благодаря использованию специальных золотых электролитов. Это очень похоже на гальванику, если говорить в терминах оборудования и процесса.
Как и во всех технологических процессах у гальванопластики есть свои преимущества и недостатки.
Преимущества включают в себя:
- Ювелирные изделия могут быть изготовлены из чистого золота 24 карата или из сплавов от 8 до 18 карат.
- Можно изготовить тонкие пустотелые объемные изделия сложной формы.
- Может использоваться разнообразный дизайн, включая современные крупные формы с небольшим весом и одинаковой толщиной стенок.
- Можно дешево изготовить как большое, так и небольшое количество одинаковых изделий.
- Можно сделать одновременно много изделий, закрепив сердечники на держателе из платины
- Процесс не требует дополнительной дорогостоящей оснастки для изделий разного дизайна.
- Выполняются все требования соответствия пробы для пустотелых изделий.
- Потребность и расход металла являются рациональными.
- Отсутствие угара при проведении процесса; отсутствие скрапа.
Главным недостатком этой технологии является то, что для гальванопластики требуется специальное оборудование. Обычное гальваническое оборудование для этой цели не подходит. Для гальванопластики золота требуется контролируемая компьютером автоматическая аппаратура. Другим ограничением является то, что можно производить только желтые золотые изделия — еще не существует технологии для изготовления красных или белых изделий, а также 21 и 22 пробы.
ПРОЦЕСС
В прошлом гальванопластика была довольно сложной и длительной. Ванны работали при температуре от 60°C до 80°C, было необходимо использовать сердечники из металла с низкой температурой плавления. Сегодня ванны работают при низкой температуре, обычно, при 40°C-45°C, позволяющей использовать восковые сердечники. Это преимущество обозначает упрощение и ускорение процесса. Типичная гальванопластическая ванна обычно завершается за 14 часов.
Восковые сердечники могут быть сделаны, как и для литья, во множественном числе: создается мастер-модель, затем с ее помощью создается резиновая форма. Резиновая форма используется для копирования восковок при помощи инжектора. Индивидуальные изделия могут быть изготовлены из воска по обычной технологии, рис. 1, или при используя для создания модели CAD/CAM, которая непосредственно используется как сердечник. Соединяющая нить вплавляется прямо в воск, а воск покрывается краской на основе серебра или графита, создающей электропроводный слой.
После высыхания сердечники собираются на держателе и погружаются в гальванопластическую ванну. Когда достигается требуемая толщина, покрытые сердечники удаляются и промываются. Воск удаляется нагревом через небольшое отверстие. Весь оставшийся воск удаляется при помощи растворителя. Остается только соединить детали пайкой или лазерной сваркой, а также отполировать.
В контроль процесса можно внести улучшения. Контроль осаждения слоя с равномерным распределением пробы в множестве закрепленных изделиях – жизненная необходимость, обеспечивающая постоянство веса и пробы в соответствии со стандартами. Использование компьютера для отслеживания плотности тока, рН раствора и содержания золота в гальванопластической ванне дает оператору возможность обеспечить предсказуемое поддержание параметров с очень высокой точностью (±0,5 карат) и избежать ошибок, возникающих при ручном управлении.
В таблице 1, 2 и 3 показаны некоторые характеристики различных используемых гальванопластических процессов. Вначале для гальванопластики пробы 10, 18 или 18 карат использовались цианидные электролиты, которые наносили сплав золота-меди-кадмия, имеющие красивый желтый цвет. Этот процесс до сих пор широко используется и типичен для гальванопластики Artform компании Enthone-Omi, имеющей своих представителей по всему миру. Характеристики процесса указаны в таблице 1.
Более поздняя разработка Aurunaform компании Degussa Electroplating (сегодня O.M. Electroplating) использует цианидный электролит для нанесения сплава золото-серебро, который имеет бледно-желтый цвет. В таблице 2 приведены типичные параметры процесса.
В обеих системах проба контролируется плотностью тока. Свойства гальванопластического слоя, полученного при помощи ванны для 18 каратного золота показаны в таблице 3. Система золото-медь-кадмий дает хрупкий твердый сплав, который должен быть отожжен при температуре 500°C в течение 15-20 минут для восстановления пластичности. При помощи обеих систем можно сделать легко паяемые и полируемые изделия.
Гальванопластика 24 каратных ювелирных изделий
Несколько компаний разработали системы для гальванопластики 24-каратного золота, включая несколько систем без цианидов. На них можно откладывать золото различной чистоты с содержанием драгоценного металла от 99 до 99,9%. В таблице 4 приведены некоторые данные по системам O.M. Electroplating и Enthone-Omi.
Как и в случае систем, описанных выше, могут быть использованы сердечники из металла или воска, а температура ванны не такая высокая, чтобы расплавить восковые модели. Ничего страшного, что 24-каратная золотая гальванопластика более твердая, чем отожженная или 24-каратное литье, операции пайки и нагрева смягчат его.
Таблица 1 Характеристики ванны, процесс Artform
| Концентрация электролита, г/л | Au 6-Cu 45-Cd 1- электролит без цианида 18 |
| Средняя скорость отложения | 0,5 мкм/мин |
| Температура (СТАНДАРТНАЯ ВАННА) | 65-75°С |
| Температура (ВАННА ДЛЯ ВОСКА) | 40-45°С |
Таблица 2 Параметры процесса для 18 каратной ванны, Auruna 568 EF-18
| Концентрация электролита, г/л | Au 15-Ag 5-KCN 10 |
| pH | 10.2 |
| Температура ванны | 45-75°С |
| Плотность тока | 1,2 – 1,8 А/дм2 |
| Токовая отдача | мин. 100 мг/А, прибл. 100% |
| Скорость отложения | прибл. 0,9 мкм/мин |
Таблица 3 Свойства гальванопластики из золота 18 карат, изготовленной
по технологии Artformè Auruna 568 EF-18
| Свойства | Artform | Auruna 568 EF -18 |
| Состав | Au 76.5% — Cu 16% — Cd 7.5% | Не известен |
| Средняя проба ванны и допуск | Не известна | 18.5 ± 0.5 карат |
| Цвет | Желтый | Бледно-желный |
| Плотность, г/см3 | 15,5 г/см3 | 15,9 г/см3 |
| Твердость | HV 420-430 | HV 220 |
| Твердость после отжига | HV 220-250 | Не известна |
| Ковкость | Средняя, но хорошая после отжига | Хорошая |
| Вид поверхности | Светлый | Светлый |
Таблица 4 Гальванопластические системы 24 карата
| Параметры ванны | Auruna 3401 EF -24 | Enthone DIDO 24 |
| Содержание золота в электролите | 8 | 10-20 |
| pH | 5.5-5.9 | 7.2 |
| Температура ванны | 45-75єС | 65-75єС |
| Плотность тока | 0,5 А/дм2 | 0,5 А/дм2 |
| Токовая отдача | 90% | Не известна |
| Скорость отложения | 0,24 мкм/мин (17 часов на 250 мкм) | 0,33 мкм/мин |
| Свойства | ||
| Чистота | 99,9% золота | 99% золото + медь |
| Плотность, г/см3 | прибл. 19 | прибл. 19 |
| Цвет | глубокий желтый | глубокий желтый |
| Твердость | HV 250 | HV 300 (220) |
| Рекомендуемая толщина | 250 мкм | Не известна |
| Максимальная толщина | Несколько сотен микрон | Несколько сотен микрон |
| Устойчивость | Хорошая | Хорошая |
| Паяемость | Хорошая | Хорошая |
| Полируемость | Хорошая | Хорошая |
СВОЙСТВА ГАЛЬВАНОПЛАСТИЧЕСКИХ ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Обычно при помощи гальваники наносится слой, толщиной от 0,1 — 0,15 мм. На крупных изделиях слой может достигать от 0,15 до 0,2 мм. В случае 24 каратного золота слой может быть еще толще — около 0,25 мм.
Невозможно определить минимально приемлемую толщину, так как механическая прочность и свойства изделий, изготовленных методом гальванопластики, зависят от геометрии и структуры поверхности, а также внутреннего предела прочности на разрыв. Например, ребристая деталь будет прочнее, чем такое же изделие с гладкой поверхностью.
Чем больше толщина, тем больше вес и количество золота, а соответственно и стоимость. Несомненно, что практическая толщина определяется производителем и является компромиссом между прочностью и стоимостью.
В основном гальванопластическая продукция нуждается только в полировке. Она производится маленькими шариками из фарфора в вибраторе или центрифужной машине. Так как гальванопластический слой твердый, он с легкостью полируется на ручных полировальных кругах и в автоматических машинах, достигая высокой степени полировки. Другие виды отделки, такие как сатинирование или матирование, могут быть выполнены при помощи обычной технологии, например, пескоструйки.
(Гальванопластика чистым золотом при высоком значении тока создает текстурную поверхность. Этот эффект часто используется в Азии при создании статуэток или фигурок.)
Так как изделия тонкие и полые, с ними необходимо обращаться с осторожностью, чтобы избежать повреждения от слишком сильного сдавливания.
Как и при литье, применение полировальной техники начинается на ранних этапах при изготовлении мастер-модели и продолжается при создании резиновых форм и изготовлении сердечника.
Хорошее качество поверхности мастер-модели обеспечивает лучшую поверхность после гальванопластики, экономя много ненужной работы на полировку.
Гальванопластика дает уникальные возможности дизайнеру. Некоторые из производителей, такие как Charles Garnier из Парижа и Carla Corp. из Восточного Провиденса, добились высокой репутации благодаря качеству гальванопластики.
Тонкость, легкость пустотелой и объемной гальванопластики и сложные трехмерные объемы неповторимы. Она дает такие возможности дизайна при умеренных расходах, которые не в состоянии дать ни одна из технологий. Гальванопластика предлагает новые приемы для создания уникальных ювелирных изделий по индивидуальным проектам. Кроме этого, гальванопластика дает возможность копирования природных объектов — листвы, цветов, коры, орехов и паутины. Типичные виды гальванопластических изделий включают в себя серьги, подвески, броши, цепи и браслеты, амулеты, пряжки, а также декоративные артефакты и статуэтки.
При разработке дизайна гальванопластики необходимо учитывать несколько замечаний:
- При увеличении толщины детали поверхности уменьшаются. Отложении начинаются с поверхности модели – внутренняя сторона находится в контакте с сердечником и отображает детали поверхности.
- По этой же причине размеры готового изделия будут больше, чем сердечника.
- Как и при литье будут воспроизведены любые дефекты сердечника.
- Сердечник должен иметь электрическое соединение с держателем.
- Если требуется одинаковая толщина стенок, в гальванопластике существуют хорошие и плохие модели и геометрия.
- Для того, чтобы убрать материал сердечника, должны существовать или быть просверлены одно или два отверстия. При необходимости они затем могут быть запаяны.
- Камни можно крепить до гальванопластики, устанавливая их в восковые модели или используя двухэтапную технику, при которой изделие изготавливается частично, затем устанавливаются камни, после этого гальванопластика продолжается.
- На поверхности модели могут быть выгравирована проба и именник, которые появляются и на готовом изделии.
- Отложение золото-серебро-кадмий имеет низкую температуру плавления, поэтому может потребоваться мягкий припой.
Гальванопластика также может комбинироваться с другими технологиями, такими как штамповка, литье, эмалирование, давая огромные возможности дизайнеру. Цвет может быть изменен при помощи гальванической обработки выбранных областей такими металлами, как медь, серебро, платина или родий.
Гальванопластика должна рассматриваться как процесс, а не как простая альтернатива другим видам обработки – штамповке или литью. Сила каждой технологии – это те возможности, которая она дает дизайну. Возможности творчества, которые дает гальванопластика – уникальны и бесконечны.
Христофер Корти – директор подразделения International Technology Всемирного Золотого Совета, Лондон. Он благодарит O.M.Galvanotechnik GmbH и Enthone-OMI за помощь и предоставление данных и советов при написании этой статьи.
ГРАФИКИ, КОТОРЫЕ ПРИВЕДЕНЫ В ЭТОЙ СТАТЬЕ, ПРЕДОСТАВЛЕНЫ ENTHONE-OMI, ФРАНЦИЯ; O.M. GALVANOTECHNIK GMBH И BREUNING GMBH, ГЕРМАНИЯ; МАРИАНН РИДЖ, ВЕЛИКОБРИТАНИЯ; И ВСЕМИРНЫМ ЗОЛОТЫМ СОВЕТОМ.
http://www.jewellerytech.ru/elform/elform.htm?id=obras
Гальванопластика
 Гальванопластика – технология получения точных металлических копий, путем осаждения металла на модели, которые после окончания процесса отделяются. Точность рабочих размеров и шероховатостей поверхности, получаемых гальванопластических копий, всецело зависят от точности размеров и шероховатости поверхности самой модели, на которую происходит осаждение металла.
Гальванопластика – технология получения точных металлических копий, путем осаждения металла на модели, которые после окончания процесса отделяются. Точность рабочих размеров и шероховатостей поверхности, получаемых гальванопластических копий, всецело зависят от точности размеров и шероховатости поверхности самой модели, на которую происходит осаждение металла.
Важную роль в процессе гальванопластического формирования изделия играет подготовка поверхности используемой формы, и создание на ней токопроводящего слоя.
Перед нанесением токопроводящего слоя, поверхность модели должна быть тщательно вымыта и обезжирена.
Нанесение токопроводящего слоя.
Существует несколько разновидностей токопроводящих слоев, каждый из них имеет свои преимущества и недостатки. Выбор токопроводящего слоя зависит от ряда факторов, и, прежде всего, от материала модели.
Для моделей из эластомеров (каучуки, резины и др.) чаще всего используется коллоидный графит. Поверхность предварительно обрабатывают (протирают) ацетоном или спиртом, высушивают. Графит наносят мягкой кисточкой на поверхность модели, до тех пор, пока слой не будет выглядеть равномерным и однотонным. Излишки графита сдувают, после чего поверхность модели промывают водой. Данный метод рекомендуется использовать в том случае, когда есть возможность проникнуть кистью во все полости матрицы и равномерно нанести слой графита.
Для моделей с более сложным рельефом поверхности, рекомендуется наносить токопроводящую пленку из серебра. Для этого модель обезжиривают, промывают и погружают на 5-10 мин в раствор сенсибилизации.
Состав раствора сенсибилизации:
| Состав электролита и рабочий параметр процесса | Количество отдельных реагентов и данные параметра процесса |
| Олово двухлористое (SnCl2), г/л | 10-30 |
| Соляная кислота (HCl), мл/л | 2-10 |
| Температура, 0С | 18-25 |
После обработке в растворе сенсибилизации следует тщательная промывка модели в холодной воде, в результате чего, происходит гидролиз двухлористого олова с образованием на ее поверхности малорастворимых соединений.
После сенсибилизации проводится процесс химического серебрения из следующих растворов:
А.
|
Серебро азотнокислое (AgNO3), г/л |
4 |
Б.
| Пирогаллол (C6H6O3), г/л | 3,5 |
| Лимонная кислота (C6H8O7), г/л | 4 |
Данные растворы должны быть приготовлены в отдельных емкостях, охлаждены до температуры 8-120С, и затем, непосредственно перед серебрением, при перемешивании, раствор «Б» вливают в раствор «А», по следующей технологии:
Металлизируемую модель опускают в емкость и льют на нее одновременно раствор «А» и дистиллированную воду. После этого, в емкость вливают раствор «Б». Раствор «А», раствор «Б» и дистиллированная вода берут в соотношении 1:1:1. Операцию необходимо повторить 2 раза.
Далее модель, с нанесенным токопроводящим слоем, погружают в сернокислую ванну меднения для нанесения на нее затягивающего слоя меди.
Для моделей, выполненных из диэлектриков, как правило, используется способ химического нанесения токопроводящего слоя. Модель предварительно тщательно обезжиривается, причем отдельно внимание уделяется такому параметру как «смачиваемость» поверхности.
Ранее часто применялись раздельные растворы для сенсибилизации и активации поверхности диэлектрика, но в настоящее время, в основном используются растворы «смешанного» типа, в которых одновременно происходит и сенсибилизация, и активация поверхности.
Состав раствора и режим работы:
| Состав электролита(г/л) и режим работы | Смешанный раствор сенсибилизации |
| Двухлористый палладий (PtCl2) | 0,5-1 |
| Двухлористое олово (SnCl2) | 40-45 |
| Соляная кислота (HCl) | 70-75 |
| Калий хлористый (KCl) | 140-150 |
| Температура, 0С | 15-25 |
 После обработки в «смешанном» растворе сенсибилизации и активации модель необходимо тщательно промыть в холодной воде, это необходимо для образования на поверхности модели пленки из коллоидного палладия.
После обработки в «смешанном» растворе сенсибилизации и активации модель необходимо тщательно промыть в холодной воде, это необходимо для образования на поверхности модели пленки из коллоидного палладия.
Далее на поверхность наноситься слой химической меди, и модель можно завешивать в сернокислую ванну меднения для дальнейшей металлизации.
Нанесение полупроводниковых пленок.
Сущность этого метода состоит в операции адсорбции неорганических веществ поверхностью полимера и преобразование их в кисло растворимые соединения под действием сульфирующих агентов.
Рассмотрим нанесение токопроводящих пленок на основе сульфида свинца и меди.
Нанесение сульфида свинца осуществляется из раствора следующего состава:
| Состав электролита(г/л) и режим работы | Раствор горячего сульфидирования |
| Свинец азотнокислый (PbNO3), конц., мл/л | 50 |
| Калий едкое (KOH) | 4-5 |
| Тиомочевина (CS(NH2)2), конц., мл/л | 30 |
| Температура, 0С | 45-60 |
| Время процесса, мин | 20-30 |
После нанесения пленки из сульфида свинца модель необходимо промыть в горячей проточной воде. При наличии не прокрытых мест операцию необходимо повторить.
Недостатком этого способа является повышенная температура, затрудняющая работу с некоторыми видами диэлектриков, или с моделями, размер которых является точно заданным. Так же к недостаткам можно отнести тот факт, что данный раствор является по сути одноразовым.
Нанесение токопроводящего слоя сульфида меди.
Преимуществами данного способа перед вышеописанным является небольшое время продолжительности процесса и сравнительно высокая стабильность применяемых растворов. Технология нанесения сульфида меди заключается в последовательной обработке поверхности раствором соли металла, водой и раствором сульфидирующего агента. Адсорбция на поверхности продуктов гидролиза соли металла происходит на стадии промывки водой.
Технология нанесения токопроводящей пленки сульфида меди
1. Сорбция в растворе:
| Состав электролита(г/л) и режим работы | Сорбционный раствор |
| Медь сернокислая (CuSO4) | 10-100 |
| Цинк сернокислый (ZnSO4) | 50-100 |
| Аммиак водный (NH4OH), мл/л | 150-200 |
| pH раствора | 8,5-9,5 |
| Температура, 0С | 18-25 |
| Время процесса, мин | 0,5-1 |
2. Гидролиз в воде, в течении 5-10 сек (0,1-0,2 мин).
3. Сульфидирование в растворе:
| Состав электролита и режим работы | Раствор сульфидирования |
| Сульфид натрия (г/л) | 10-50 |
| Температура, 0С | 18-25 |
| Время процесса, мин | 0,1-0,5 |
4. Промывка в воде в течение 0,1-0,5 мин.
Модель или деталь проходит выше описанные стадии несколько раз, до тех пор, пока на ней не появится коричневая пленка. Когда пленка станет равномерной по всей площади детали, процесс можно прекращать и приступать к затяжке поверхности медью или никелем.
Нанесение гальванических осадков.
 После нанесения токопроводящего слоя на модель, необходимо провести операцию «затяжки» или нанесения первичного покрытия.
После нанесения токопроводящего слоя на модель, необходимо провести операцию «затяжки» или нанесения первичного покрытия.
Затяжку производят при низких плотностях тока, что обеспечивает эластичность осаждаемого металлического покрытия. Затяжку осуществляют в разбавленных сернокислых электролитах меднения.
Состав электролита “затягивающая медь” и режим работы:
| Состав электролита(г/л) и режим работы | Разбавленный электролит меднения |
| Медь сернокислая | 140-160 |
| Кислота серная | 10-15 |
| Спирт этиловый, мл/л | 20-30 |
| Температура, 0С | 18-25 |
| Время процесса, мин | 15-30 |
Модель завешивается в ванну под током. Необходимо следить за тем, что бы при завешивании в углубленных местах, полостях модели не оставалось пузырьков воздуха, иначе там останутся не прокрытые участки.
После осаждения “затягивающего” слоя меди модель переносят в ванну для наращивания более толстого “рабочего” слоя меди, никеля или железа.
Электролиты для нанесения “рабочего” слоя металлопокрытия и режимы работы.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Никель сернокислый | 170 | 240 | 140-160 | 360 |
| Никель хлористый | - | 45 | - | - |
| Борная кислота | - | 30 | 20-30 | 30 |
| Натрий хлористый | 40 | - | - | 40 |
| Натрий уксуснокислый | 50 | - | - | - |
| Уксусная кислота, 80% | 1 | - | - | - |
| Магний сернокислый | - | - | 25-30 | - |
| Натрий сернокислый | - | - | 180-200 | - |
| Калий хлористый | - | - | 5-10 | - |
| Натрий фтористый | - | - | - | 15 |
| Катодная плотность тока, А/дм2 | 4-8 | 5-10 | 0,5-0,8 | 1,5 |
| Температура, 0С | 70-72 | 50-60 | 36-38 | 40 |
| pH | - | - | 5.6-5.8 | 5.6 |
Электролиты для нанесения “рабочего” слоя меди.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 |
| Медь сульфаминовокислая | 240-260 | 200 | 200 |
| Кислота серная | 60-70 | 50 | 30 |
| Антрацен сульфированный | 0,2 | - | - |
| Температура, 0С | 37-39 | 25-38 | 18-20 |
| Катодная плотность тока, А/дм2 | 4-10 | 2-5 | 1-3 |
| Перемешивание | + | + | - |
| Фильтрация | Периодическая | Периодическая | Периодическая |
Для нанесения толстых слоев железа, используются сернокислые и хлористые электролиты железнения.
Сернокислые электролиты для нанесения “рабочего” слоя железа.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Железо сернокислое | 180-200 | 400 | 350 | 120 |
| Магний сернокислый | 40 | - | 250 | 20-25 |
| Натрий двууглеродистый | 25-30 | - | - | 5-10 |
| Натрий хлористый | - | 200 | - | - |
| Катодная плотность тока, А/дм2 | 0,1-0,15 | 10-20 | 10-20 | 3-4 |
| Температура, 0С | 18-20 | 90-100 | 102 | 75-80 |
Хлористые электролиты железнения.
Состав и режим работы:
| Состав электролита(г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Железо хлористое | 450 | 500 | 500 | 700-800 |
| Кальций хлористый | 500 | 150 | - | - |
| Натрий хлористый | - | - | 950 | 9 |
| Соляная кислота | 0,2-0,5 | 3-4 | 2-3 | 3-4 |
| Катодная плотность тока, А/дм2 | 10-20 | 20 | 10-25 | 10-20 |
| Температура, 0С | 90-100 | 106 | 95-100 | 100-105 |
В декоративной гальванопластике процессы железнения почти не используются, т.к. это больше прерогатива промышленных производств, при изготовлении матриц или пресс форм. В декоративной гальванопластике чаще всего используются электролиты меднения и реже электролиты никелирования, с последующим нанесением на полученную медную или никелевую модель изделия тонкого слоя серебра или золота, либо иной другой способ придания модели или изделию товарного вида. Гальванопластика является достаточно трудоемким процессом и требует постоянного контроля при проведении такого вида работ. Процессы гальванопластического осаждения толстых слоев могут быть достаточно длительными по времени, в зависимости от необходимой толщины осаждаемого слоя, и могут длиться от нескольких часов до нескольких недель.
ГАЛЬВАНОПЛАСТИКА - это... Что такое ГАЛЬВАНОПЛАСТИКА?
- ГАЛЬВАНОПЛАСТИКА
- ГАЛЬВАНОПЛАСТИКА
-
(от гальванизм, и греч. plastice - искусство выделывать). Придуманный в 1838 г. Якоби в Петербурге способ осаждать на какой-нибудь вещи слой металла помощью электрического тока.
- ГАЛЬВАНОПЛАСТИКА
-
осаждение металлических растворов на к.-н. поверхность, производимое посредством электричества; способ для серебрения, золочения и т. д. или для получения точных копий к.-н. образца. Гальв. изобрет. Якоби в 1836 г. и находит себе теперь большое применение.
- ГАЛЬВАНОПЛАСТИКА
-
осаждение посредством гальв. тока металлов из металлических растворов. Осаждаемый металл либо остается на предмете (при гальваническом золочении и т. п.), либо снимается с модели, образуя негатив, на котором снова осаждают металл, получая на этот раз прямой отпечаток с модели. Г. открыта 1836 академиком Якоби и теперь достигла большого совершенства.
- ГАЛЬВАНОПЛАСТИКА
-
от слова гальванизм, и греч. plastike, искусство образовать. Осаждение металла на какую-нибудь вещь посредством электрического тока, придуманное Якоби в Петербурге, в 1838 году.
- гальванопла́стика
- (см. гальвано... + пластика) получение металлических копий с металлического или неметаллического оригинала путем электролиза; распространена при изготовлении типографских матриц, грампластинок и т. д.
- гальванопластика
-
[соб. + пластика] – 1) получение путём электролиза металлических копий (оболочек) с восковых фигур, тканей, насекомых, листьев и т. п.; при гальванопластике происходит осаждение металла из раствора его соли; 2) изготовление по тому же способу копий с печатных форм (галъваностереотип)
- гальванопластика
- и, мн. нет, ж. ( гальвано... + пластика).
тех., полигр. Разновидность гальванотехники: получение металлических копий с металлического или неметаллического оригинала путем электролиза.
|| Ср. гальваностегия.
Словарь иностранных слов, вошедших в состав русского языка.- Чудинов А.Н., 1910.
Полный словарь иностранных слов, вошедших в употребление в русском языке.- Попов М., 1907.
Словарь иностранных слов, вошедших в состав русского языка.- Павленков Ф., 1907.
Объяснение 25000 иностранных слов, вошедших в употребление в русский язык, с означением их корней.- Михельсон А.Д., 1865.
Новый словарь иностранных слов.- by EdwART, , 2009.
Большой словарь иностранных слов.- Издательство «ИДДК», 2007.
Толковый словарь иностранных слов Л. П. Крысина.- М: Русский язык, 1998.
.
- МУЛЬТИПЛИКАТОР
- ГАЛЬВАНОПУНКТУРА
Смотреть что такое "ГАЛЬВАНОПЛАСТИКА" в других словарях:
гальванопластика — гальванопластика … Орфографический словарь-справочник
ГАЛЬВАНОПЛАСТИКА — • ГАЛЬВАНОПЛАСТИКА, изготовление металлических предметов путем заполнения металлом формы посредством ЭЛЕКТРОЛИЗА. Этот процесс применяется, например, при изготовлении форм для виниловых пластинок звукозаписи, поскольку осаждение металла… … Научно-технический энциклопедический словарь
гальванопластика — электротипия Словарь русских синонимов. гальванопластика сущ., кол во синонимов: 3 • гальваностегия (4) • … Словарь синонимов
ГАЛЬВАНОПЛАСТИКА — (от гальвано... и греч. plastike ваяние) получение точных металлических копий методом электролитического осаждения металла на металлическом или неметаллическом оригинале. Раздел гальванотехники … Большой Энциклопедический словарь
ГАЛЬВАНОПЛАСТИКА — ГАЛЬВАНОПЛАСТИКА, гальванопластики, мн. нет, жен. (тех.). Способ покрывания предметов тонким металлическим слоем посредством электролиза, употр. для получения отпечатков, копий. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
гальванопластика — и, ж. galvanoplastique. В гальванотехнике получение металлических копий с металлического или неметаллического оригинала методом электролиза. БАС 2. . Электротипическая метода Якоби ежедневно идет вперед и улучшается... обилие материлаов… … Исторический словарь галлицизмов русского языка
гальванопластика — Формообразование из жидкого материала при помощи осаждения металла из раствора под действием электрического тока. [ГОСТ 3.1109 82] Тематики технологические процессы в целом EN galvanoplastics DE Galvanoplastik FR galvanoplastie … Справочник технического переводчика
ГАЛЬВАНОПЛАСТИКА — получение толстого слоя металлических осаждений на поверхности какого либо предмета с целью воспроизведения точных форм последнего посредством электролитического осаждения металлов из водных растворов (чаще всего осаждают медь, реже никель,… … Большая политехническая энциклопедия
Гальванопластика — Г. заключается в процессе получения металлических осадков желаемого вида и формы посредством электрического тока, через разложение им металлических растворов. Г. преследует две цели: 1) получение точных металлических копий с медалей, барельефов,… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
гальванопластика — и; ж. [от сл. гальвано... и греч. plastos вылепленный]. В гальванотехнике: получение металлических копий с металлического или неметаллического оригинала методом электролиза. ◁ Гальванопластический, ая, ое. Г. снимок. * * * гальванопластика (от… … Энциклопедический словарь