Пластмасса что это такое
Пластмассы — Википедия
Предметы быта, полностью или частично сделанные из пластмассыПластма́ссы (пласти́ческие ма́ссы) или пла́стики — материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры). Исключительно широкое применение получили пластмассы на основе синтетических полимеров.
Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формироваться и сохранять заданную форму после охлаждения или отвердения. Процесс формования сопровождается переходом пластически деформируемого (вязко-текучего или высокоэластического) состояния в твёрдое состояние (стеклообразное или кристаллическое)[1].
Первая пластмасса была получена английским металлургом и изобретателем Александром Парксом в 1855 году [2]. Паркс назвал её паркезин (позже получило распространение другое название — целлулоид). Паркезин был впервые представлен на Большой Международной выставке в Лондоне в 1862 году. Развитие пластмасс началось с использования природных пластических материалов (жевательной резинки, шеллака), затем продолжилось с использованием химически модифицированных природных материалов (резина, нитроцеллюлоза, коллаген, галалит) и, наконец, пришло к полностью синтетическим молекулам (бакелит, эпоксидная смола, поливинилхлорид, полиэтилен и другие).
Паркезин являлся торговой маркой первого искусственного пластика и был сделан из целлюлозы, обработанной азотной кислотой и растворителем. Паркезин часто называли искусственной слоновой костью. В 1866 году Паркс создал фирму Parkesine Company для массового производства материала. Однако, в 1868 году компания разорилась из-за плохого качества продукции, так как Паркс пытался сократить расходы на производство. Преемником паркезина стал ксилонит (другое название того же материала), производившийся компанией Даниэля Спилла, бывшего сотрудника Паркса, и целлулоид, производившийся Джоном Весли Хайатом.
В России также велись работы по созданию пластических масс на основе фенола и формальдегида. В 1913-1914 годах на шелкоткацкой фабрике в деревне Дубровке в окрестностях г. Орехово-Зуево Г. С. Петров совместно В. И. Лисевым, и К. И. Тарасовым синтезирует первую русскую пластмассу — карболит[3] и организует её производство. Своё название карболит получил от карболовой кислоты, другого названия фенола. В дальнейшем Петров Григорий Семёнович продолжает работу по усовершенствованию пластмасс и разрабатывает текстолит. [4]
В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на:
- Термопласты (термопластичные пластмассы) — при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние;
- Реактопласты (термореактивные пластмассы) — в начальном состоянии имеют линейную структуру макромолекул, а при некоторой температуре отверждения приобретают сетчатую. После отверждения не могут переходить в вязко-текучее состояние. Рабочие температуры выше, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств;
Также газонаполненные пластмассы — вспененные пластические массы, обладающие малой плотностью;
Основные механические характеристики пластмасс те же, что и для неметаллов.
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкими электрической и тепловой проводимостями, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др., а также варьированием сырья, например, использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50—250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 × 15 × 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 × 15 мм, равное 50 кгс/см², разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Для придания особых свойств пластмассе в неё добавляют пластификаторы (силикон, дибутилфталат, ПЭГ и т. п.), антипирены (дифенилбутансульфокислота), антиоксиданты (трифенилфосфит, непредельные углеводороды).
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа, таких, к примеру, как бензол, этилен, фенол, ацетилен и других мономеров. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например, этилен-полиэтилен).
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струёй воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Пластмасса может быть обработана на токарном станке, может фрезероваться. Для распиливания могут применяться ленточные пилы, дисковые пилы и карборундовые круги.
Сварка[править | править код]
Соединение пластмасс между собой может осуществляться механически (с помощью фигурных профилей, болтов, заклепок и т.д.), химически (склеиванием, растворением с последующим высыханием), термически (сваркой). Из перечисленных способов соединения только при помощи сварки можно получить соединение без инородных материалов, а также соединение, которое по свойствам и составу будет максимально приближено к основному материалу. Поэтому сварка пластмасс нашла применение при изготовлении конструкций, к которым предъявляются повышенные требования к герметичности, прочности и другим свойствам.
Процесс сварки пластмасс состоит в образовании соединения за счёт контакта нагретых соединяемых поверхностей. Он может происходить при определённых условиях:
- Повышенная температура. Её величина должна достигать температуры вязкотекучего состояния.
- Плотный контакт свариваемых поверхностей.
- Оптимальное время сварки — время выдержки.
Также следует отметить, что температурный коэффициент линейного расширения пластмасс в несколько раз больше, чем у металлов, поэтому в процессе сварки и охлаждения возникают остаточные напряжения и деформации, которые снижают прочность сварных соединений пластмасс.
На прочность сварных соединений пластмасс большое влияние оказывают химический состав, ориентация макромолекул, температура окружающей среды и другие факторы.
Применяются различные виды сварки пластмасс:
- Сварка газовым теплоносителем с присадкой и без присадки
- Сварка экструдируемой присадкой
- Контактно-тепловая сварка оплавлением
- Контактно-тепловая сварка проплавлением
- Сварка в электрическом поле высокой частоты
- Сварка термопластов ультразвуком
- Сварка пластмасс трением
- Сварка пластмасс излучением
- Химическая сварка пластмасс
Как и при сварке металлов, при сварке пластмасс следует стремиться к тому, чтобы материал сварного шва и околошовной зоны по механическим и физическим свойствам мало отличался от основного материала. Сварка термопластов плавлением, как и другие методы их переработки, основана на переводе полимера сначала в высокоэластическое, а затем в вязкотекучее состояние и возможна лишь в том случае, если свариваемые поверхности материалов (или деталей) могут быть переведены в состояние вязкого расплава. При этом переход полимера в вязкотекучее состояние не должен сопровождаться разложением материала термодеструкцией.
При сварке многих пластмасс выделяются вредные пары и газы. Для каждого газа имеется строго определённая предельно доступная его концентрация в воздухе (ПДК). Например, для диоксида углерода ПДК равна 20, для ацетона — 200, а для этилового спирта — 1000 мг/м³.
Мебельные пластмассы[править | править код]
Пластик, который используют для производства мебели, получают путём пропитки бумаги термореактивными смолами. Производство бумаги является наиболее энерго- и капиталоемким этапом во всем процессе производства пластика. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные, которые используются для пропитки крафт-бумаги, и меламиноформальдегидные, которые используются для пропитки декоративной бумаги. Меламиноформальдегидные смолы производят из меламина, поэтому они стоят дороже.
Мебельный пластик состоит из нескольких слоёв. Защитный слой — оверлей — практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меламиноформальдегидной смолой. Следующий слой — декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой — компенсирующий (крафт-бумага, пропитанная меламиноформальдегидными смолами). Этот слой присутствует только у американского мебельного пластика.
Готовый мебельный пластик представляет собой прочные тонированные листы толщиной 1-3 мм. По свойствам он близок к гетинаксу. В частности, он не плавится от прикосновения жалом паяльника, и, строго говоря, не является пластической массой, так как не может быть отлит в горячем состоянии, хотя и поддается изменению формы листа при нагреве. Мебельный пластик широко использовался в XX веке для отделки салонов вагонов метро.
Для обеспечения утилизации одноразовых предметов в 1988 году Обществом Пластмассовой Промышленности была разработана система маркировки для всех видов пластика и идентификационные коды. Маркировка пластика состоит из 3-х стрелок в форме треугольника, внутри которых находится число, обозначающее тип пластика. Часто при маркировке изделий под треугольником указывается буквенная маркировка (в скобках указана маркировка русскими буквами):
| Значок | Англоязычное название | Русское название | Примечание |
|---|---|---|---|
| PET или PETE | ПЭТ, ПЭТФ Полиэтилентерефталат (лавсан) | Обычно используется для производства тары для минеральной воды, безалкогольных напитков и фруктовых соков, упаковки, блистеров, обивки. | |
| PEHD или HDPE | ПЭНД Полиэтилен высокой плотности, полиэтилен низкого давления | Производство бутылок, фляг, полужёсткой упаковки. Считается безопасным для пищевого использования. | |
| PVC | ПВХ Поливинилхлорид | Используется для производства труб, трубок, садовой мебели, напольных покрытий, оконных профилей, жалюзи, изоленты, тары для моющих средств и клеёнки. Материал является потенциально опасным для пищевого использования, поскольку может содержать диоксины, бисфенол А, ртуть, кадмий[источник не указан 781 день] | |
| LDPE или PELD | ПЭВД Полиэтилен низкой плотности, полиэтилен высокого давления | Производство брезентов, мусорных мешков, пакетов, плёнки и гибких ёмкостей. Считается безопасным для пищевого использования. | |
| PP | ПП Полипропилен | Используется в автомобильной промышленности (оборудование, бамперы), при изготовлении игрушек, а также в пищевой промышленности, в основном при изготовлении упаковок. Распространены полипропиленовые трубы для водопроводов. Считается безопасным для пищевого использования. | |
| PS | ПС Полистирол | Используется при изготовлении плит теплоизоляции зданий, пищевых упаковок, столовых приборов и чашек, коробок CD и прочих упаковок (пищевой плёнки и пеноматериалов), игрушек, посуды, ручек и так далее. Материал является потенциально опасным, особенно в случае горения, поскольку содержит стирол. | |
| OTHER или О | Прочие | К этой группе относится любой другой пластик, который не может быть включен в предыдущие группы. В основном это поликарбонат. Поликарбонат может содержать опасный для человека бисфенол А[5]. Используется для изготовления твёрдых прозрачных изделий, как например детские рожки. |
Скопления отходов из пластмасс образуют в Мировом океане под воздействием течений особые мусорные пятна. На данный момент известны пять больших скоплений мусорных пятен — по два в Тихом и Атлантическом океанах, и одно — в Индийском океане. Данные мусорные круговороты в основном состоят из пластиковых отходов, образующихся в результате сбросов из густонаселённых прибрежных зон континентов. Руководитель морских исследований Кара Лавендер Ло из Ассоциации морского образования (англ. Sea Education Association; SEA) возражает против термина «пятно», поскольку по своему характеру — это разрозненные мелкие куски пластика. Пластиковый мусор опасен тем, что морские животные, зачастую, могут не разглядеть прозрачные частицы, плавающие по поверхности, и токсичные отходы попадают им в желудок, часто становясь причиной летальных исходов[6][7]. Взвесь пластиковых частиц напоминает зоопланктон, и медузы или рыбы могут принять их за пищу. Большое количество долговечного пластика (крышки и кольца от бутылок, одноразовые зажигалки) оказывается в желудках морских птиц и животных[8], в частности, морских черепах и черноногих альбатросов[9]. Помимо прямого причинения вреда животным[10], плавающие отходы могут впитывать из воды органические загрязнители, включая ПХБ (полихлорированные бифенилы), ДДТ (дихлордифенилтрихлорметилметан) и ПАУ (полиароматические углеводороды). Некоторые из этих веществ не только токсичны[11] — их структура сходна с гормоном эстрадиолом, что приводит к гормональному сбою у отравленного животного[12].
Для борьбы с загрязнением окружающей среды полиэтиленовыми пакетами применяются различные меры, и уже около 40 стран ввели запрет или ограничение на продажу и(или) производство пластиковых пакетов.
Пластиковые отходы должны перерабатываться, поскольку при сжигании пластика выделяются токсичные вещества, а разлагается пластик за 100—300 лет[источник не указан 1033 дня].
Способы переработки пластика:
- • Пиролиз • Гидролиз • Гликолиз • Метанолиз
В декабре 2010 года Ян Байенс и его коллеги из университета Уорик предложили новую технологию переработки практически всех пластмассовых отходов. Машина с помощью пиролиза в реакторе с кипящим слоем при температуре около 500° С и без доступа кислорода разлагает куски пластмассового мусора, при этом многие полимеры распадаются на исходные мономеры. Далее смесь разделяется перегонкой. Конечным продуктом переработки являются воск, стирол, терефталевая кислота, метилметакрилат и углерод, которые являются сырьём для лёгкой промышленности. Применение этой технологии позволяет сэкономить средства, отказавшись от захоронения отходов, а с учётом получения сырья (в случае промышленного использования) является быстро окупаемым и коммерчески привлекательным способом утилизировать пластмассовые отходы[13].
Пластики на основе фенольных смол, а также полистирол и полихлорированный бифенил могут разлагаться грибками белой гнили. Однако для утилизации отходов этот способ коммерчески неэффективен — процесс разрушения пластика на основе фенольных смол может длиться многие месяцы[14].
- ↑ Тростянская Е. Б., Бабаевский А. Г. Пластические массы // Химическая энциклопедия: в 5 т. / И. Л. Кнунянц (гл. ред.). — М.: Большая Российская энциклопедия, 1992. — Т. 3: Меди—Полимерные. — С. 564—565. — 639 с. — 48 000 экз. — ISBN 5-85270-039-8.
- ↑ Edward Chauncey Worden. Nitrocellulose industry. New York, Van Nostrand, 1911, p. 568. (Parkes, English patent #2359 in 1855)
- ↑ Волков В.А., Солодкин Л.С. Григорий Семенович Петров (1886-1957). — М.: Наука, 1971. — С. 32. — 116 с.
- ↑ Петров Григорий Семенович (неопр.).
- ↑ Biello D. Plastic (not) fantastic: Food containers leach a potentially harmful chemical (англ.) // Scientific American : magazine. — Springer Nature, 2008. — 19 February (vol. 2).
- ↑ Ученые обнаружили свалку пластика на севере Атлантики (рус.) (недоступная ссылка). www.oceanology.ru (5 марта 2010). Дата обращения 18 ноября 2010. Архивировано 23 августа 2011 года.
- ↑ Смертельный пластик (рус.). Олег Абарников, upakovano.ru (29 октября 2010). Дата обращения 18 ноября 2010.
- ↑ Moore, Charles. Across the Pacific Ocean, plastics, plastics, everywhere, Natural History Magazine (ноябрь 2003).
- ↑ Moore, Charles. Great Pacific Garbage Patch, Santa Barbara News-Press (2 октября 2002).
- ↑ Rios, L. M.; Moore, C. and Jones, P. R. Persistent organic pollutants carried by Synthetic polymers in the ocean environment (англ.) // Marine Pollution Bulletin : journal. — 2007. — Vol. 54. — P. 1230—1237. — doi:10.1016/j.marpolbul.2007.03.022.
- ↑ Tanabe, S.; Watanabe, M., Minh, T.B., Kunisue, T., Nakanishi, S., Ono, H. and Tanaka, H. PCDDs, PCDFs, and coplanar PCBs in albatross from the North Pacific and Southern Oceans: Levels, patterns, and toxicological implications (англ.) // Environmental Science & Technology (англ.)русск. : journal. — 2004. — Vol. 38. — P. 403—413. — doi:10.1021/es034966x.
- ↑ [источник?]
- ↑ Испытана машина для переработки любого пластика (рус.). Membrana (28 декабря 2010). Дата обращения 30 декабря 2010.
- ↑ Белая гниль разрушает долговечный пластик (рус.). Membrana (7 июня 2006). Дата обращения 30 декабря 2010.
- Дзевульский В. М. Технология металлов и дерева. — М.: Государственное издательство сельскохозяйственной литературы. 1995.
Пластмасса - это... Что такое Пластмасса?
Цепочки молекул полипропилена.
Предметы быта, полностью или частично сделанные из пластмассы
Пластма́ссы (пласти́ческие ма́ссы, пла́стики) — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
Исключительно широкое применение получили пластмассы на основе синтетических полимеров. Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формоваться и сохранять после охлаждения или отверждения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на термопласты и реактопласты.
Получение Іі
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами, причем производство бумаги является наиболее энерго- и капиталоемким процессом. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные и меломиноформальдегидные (их производят из карбомида, они более дорогостоящие). Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Пластик состоит из нескольких слоев. Защитный слой – оверлей – практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меломиноформальдегидной смолой. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Свойства
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкой электрической и тепловой проводимостью, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др., а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Термопласты (термопластичные пластмассы) при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50 — 250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 Х 15 Х 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 Х 15 мм, равное 50 кгс/кв.см, разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм. переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг.) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Методы переработки
Литье, Литье под давлением, Экструзия, Прессование, Виброформование, Вспенивание, Отливка, Вакуумная формовка и пр.
Механическая обработка пластмасс.
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
При токарной обработке не рекомендуют применять подачи более 0,3-0,5 мм/об. Скорость резания при пользовании резцами из твердых сплавов может составлять 60-100 м/мин., а при пользовании резцами из быстрорежущей стали – 30-40 м/мин.
Угол резания резцов 85-90°; при обдирочных работах этот угол может быть 85°.
Величина заднего угла резца не должна превышать 10-12°; лишь при обдирке можно его увеличивать до 15°. Вершину резца закругляют, причем радиус закругления должен быть 3-4 мм. Угол наклона режущей кромки 4-5°.
Для распиливания слоистых пластических масс применяют ленточные пилы, дисковые пилы и карборундовые круги.
Ленточными пилами можно пользоваться для распиливания по прямой линии плит толщиной до 25 мм, причем скорость пилы составляет 1200-2000 м/мин. Зубья пил должны быть конусными, по 3 зуба на 1 пог. см. Зубья затачивают поперек и разводят так, чтобы ширина пропила была равна, по крайней мере, двойной толщине пилы.
Дисковыми пилами можно резать пластмассы толщиной до 50мм. Скорость вращения 2000-3000 об/мин. при диаметре пилы 330 мм.
Карборундовые круги применяют для распиливания особо твердых материалов.
Для сверления пластмасс рекомендуют пользоваться перовыми сверлами из быстрорежущей стали со шлифованными режущими кромками. Угол заострения для слоистых материалов при обработке параллельно слоям 100-125°, а для пластмасс, обрабатываемых перпендикулярно слоям, для карболита и других – 55-70°. Скорость резания 30-40 м/мин., подача 0,2-0,34 мм/об.
При сверлении слоистой пластмассы вдоль слоев, чтобы предупредить растрескивание материала, подача не должна превышать 0,25 мм/об., материал же надо заживать в тисках для предупреждения выламывания; сверление отверстий диаметром более 20 мм рекомендуют заменять растачиванием на токарном станке. Сверло надлежит время от времени извлекать из отверстия, давая возможность охладиться как инструменту, так и обрабатываемому материалу.
Просверленные отверстия обычно оказываются меньше диаметра сверла на 0,03-0,06 мм.
Для фрезерования плоскостей, пазов, канавок и пр. применяют фрезы с простым зубом. Скорость резания для торцовых фрез 46-52 м/мин., а для фасонных - 24-27 м/мин. Средняя величина подачи 0,1 мм/об. Отверстия в слоистом материале удовлетворительно пробиваются при нормальной температуре (комнатной) обычным вырубным штампом. Зазор между пуансоном и матрицей должен быть минимальный (около 0,1 мм). Слоистые материалы толщиной 3,5-5 мм удовлетворительно пробиваются лишь в нагретом до 90-100° виде. Для нагревания обрабатываемого материала пользуются масляными ваннами. Расстояние между соседними отверстиями должно составлять не менее двойной толщины материалов.
Шлифовку пластических масс производят стеклянной шкуркой, прикрепляемой к деревянному кругу, причем скорость вращения должна быть около 7м/сек.
Изделия простой формы полируют фланелевым кругом, не применяя полировочных составов. Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Источники
1. Дзевульский В.М. Технология металлов и дерева. - М.: Государственное издательство сельскохозяйственной литературы. 1995. 2. ЗАО "ТУКС". Пластические массы (пластмассы) (11.11.2008). Проверено 11 ноября 2008.
См. также
Ссылки
Wikimedia Foundation. 2010.
Виды и свойства пластмасс. Определение типа пластика

В современных автомобилях доля пластмассовых деталей постоянно растет. Растет и количество ремонтов на пластмассовых поверхностях, все чаще мы сталкиваемся с необходимостью их окрашивания.
Во многом окраска пластмасс отличается от окраски металлических поверхностей, что обусловлено, в первую очередь, самими свойствами пластмасс: они более эластичны и имеют меньшую адгезию к ЛКМ. А так как спектр полимерных материалов, применяемых в автомобилестроении, очень разнообразен, то не будь каких-то универсальных ремонтных материалов, способных создавать качественное декоративное покрытие на многих из их типов, малярам бы, наверное, пришлось получать специальное образование по химии.
К счастью, все на самом деле окажется значительно проще и погружаться с головой в изучение молекулярной химии полимеров нам не придется. Но все же некоторые сведения о типах пластмасс и их свойствах, хотя бы с целью расширения кругозора, будут явно нелишними.
Сегодня вы узнаете
Пластмассы — в массы
В XX веке человечество пережило синтетическую революцию, в его жизнь вошли новые материалы — пластмассы. Пластмассу можно смело считать одним из главных открытий человечества, без ее изобретения многие другие открытия были бы получены намного позже или их не было бы вовсе.
Александр Паркс. Изобретатель первой пластмассы
Первая пластмасса была изобретена в 1855 году британским металлургом и изобретателем Александром Парксом. Когда он решил найти дешевый заменитель дорогостоящей слоновой кости, из которой в то время делались бильярдные шары, вряд ли он мог себе представить, какое значение впоследствии приобретет полученный им продукт.
Ингредиентами будущего открытия стала нитроцеллюлоза, камфора и спирт. Смесь этих компонентов прогревалась до текучего состояния, а затем заливалась в форму и застывала при нормальной температуре. Так на свет появился паркезин — прародитель современных пластических масс.
От природных и химически модифицированных природных материалов к полностью синтетическим молекулам развитие пластмасс пришло несколько позже — когда профессор Фрейбургского университета немец Герман Штаудингер открыл макромолекулу — тот «кирпичик», из которого строятся все синтетические (да и природные) органические материалы. Это открытие принесло в 1953 году 72-летнему профессору Нобелевскую премию.
С тех-то пор все и началось… Чуть ли не ежегодно из химических лабораторий шли сообщения об очередном синтетическом материале с новыми, невиданными свойствами, и сегодня в мире ежегодно производятся миллионы тонн всевозможных пластических масс, без которых жизнь современного человека абсолютно немыслима.
Пластмассы используются везде, где только можно: в обеспечении комфортной жизнедеятельности людей, сельском хозяйстве, во всех областях промышленности. Не исключением является и автомобилестроение, где пластик используется все шире, неудержимо вытесняя своего основного конкурента — металл.
По сравнению с металлами пластмассы — очень молодые материалы. Их история не насчитывает и 200 лет, в то время как олово, свинец и железо были были знакомы человечеству еще в глубокой древности — за 3000-4000 лет до н. э. Но несмотря на это, полимерные материалы по ряду показателей значительно превосходят своего основного технологического конкурента.
Преимущества пластмасс
Преимущества пластмасс по сравнению с металлами очевидны.
Во-первых, пластик существенно легче. Это позволяет снизить общий вес автомобиля и сопротивление воздуха при движении, и тем самым — уменьшить расход топлива и, как следствие, выброс выхлопных газов.
Общее снижение веса автомобиля на 100 кг за счет применения пластмассовых деталей позволяет экономить до одного литра топлива на 100 км.
Во-вторых, использование пластмасс дает почти неограниченные возможности для формообразования, позволяя воплощать в реальность любые дизайнерские идеи и получать детали самых сложных и хитроумных форм.
К преимуществам пластмасс также можно отнести их высокую коррозионную стойкость, устойчивость к атмосферным воздействиям, кислотам, щелочам и прочим агрессивным продуктам химии, отличные электро- и теплоизоляционные свойства, высокий коэффициент шумоподавления… Словом, неудивительно, почему полимерные материалы находят столь широкое применение в автомобилестроении.
Предпринимались ли попытки создать полностью пластмассовый автомобиль? А как же! Вспомнить хотя бы небезызвестный «Трабант», выпускавшийся в Германии более 40 лет назад на заводе в Цвик-кау — его кузов был целиком изготовлен из слоистого пластика.
Для получения этого пластика 65 слоев очень тонкой хлопчатобумажной ткани (поступавшей на завод с текстильных фабрик), чередующихся со слоями размолотой крезолоформальдегидной смолы, спрессовывались в очень прочный материал толщиной 4 мм при давлении 40 атм. и температуре 160 °С в течение 10 мин.
До сих пор кузова гэдээровских «Трабантов», про которые пели песни, рассказывали легенды (но чаще сочиняли анекдоты), лежат на многих свалках страны. Лежат… но ведь не ржавеют!

Trabant. Самый популярный в мире автомобиль из пластика
Шутки шутками, а перспективные разработки цельнопластмассовых кузовов серийных авто есть и сейчас, многие кузова спортивных автомобилей целиком изготавливаются из пластика. Традиционно металлические детали (капоты, крылья) на многих автомобилях сейчас также меняют на пластиковые, например, у автомобилей Citroën, Renault, Peugeot и других.
Вот только в отличие от кузовных панелей народного «Траби», пластиковые детали современных автомобилей уже не вызывают иронической улыбки. Напротив — их стойкость к ударным нагрузкам, способность деформированных участков к самовосстановлению, высочайшая антикоррозионная стойкость и малый удельный вес заставляют проникнуться к этому материалу глубоким уважением.
Завершая разговор о достоинствах пластмасс нельзя не отметить тот факт, что хоть и с некоторыми оговорками, но все-таки большинство из них отлично поддается окрашиванию. Не имей серая полимерная масса такой возможности, вряд ли бы она снискала такую популярность.
Зачем красить пластик?
Необходимость окрашивания пластмасс обусловлена с одной стороны эстетическими соображениями, а с другой — необходимостью защищать пластики. Ведь ничего вечного нет. Пластики хоть и не гниют, но в процессе эксплуатации и воздействия атмосферных влияний, они все равно повергаются процессам старения и деструкции. А нанесенный лакокрасочный слой защищает поверхность пластика от различных агрессивных воздействий и, следовательно, продлевает срок его службы.
Если в условиях производства окрашивание пластмассовых поверхностей производится очень просто — в данном случае речь идет о большом количестве новых одинаковых деталей из одной и той же пластмассы (да и технологии там свои), то маляр в авторемонтной мастерской сталкивается с проблемами разнородности материалов различных деталей.
Вот здесь то и приходится ответить себе на вопрос: «Что вообще такое пластмасса? Из чего ее делают, каковы ее свойства и основные виды?».
Что такое пластмасса?
В соответствии с отечественным государственным стандартом:
Пластмассами называются материалы, основной составной частью которых являются такие высокомолекулярные органические соединения, которые образуются в результате синтеза или же превращений природных продуктов. При переработке в определенных условиях они, как правило, проявляют пластичность и способность к формованию или
деформации.
Если из такого сложного даже для чтения, а не только для понимания, описания убрать первое слово «пластмассами», пожалуй, вряд ли кто догадается, о чем вообще идет речь. Что ж, попробуем немного разобраться.
«Пластмассы» или «пластические массы» назвали так потому, что эти материалы способны при нагреве размягчаться, становиться пластичными, и тогда под давлением им можно придать определенную форму, которая при дальнейшем охлаждении и отверждении сохраняется.
Основу любой пластмассы составляет полимер (то самое «высокомолекулярное органическое соединение» из определения выше).
Слово «полимер» происходит от греческих слов «поли» («много») и «мерос» («части» или «звенья»). Это вещество, молекулы которого состоят из большого числа одинаковых, соединенных между собой звеньев. Эти звенья называют мономерами («моно» — один).
Так, например, выглядит мономер полипропилена, наиболее применяемого в автомобилестроении типа пластика:
Молекулярные цепи полимера состоят из практически бесчисленного числа таких кусочков, соединенных в единое целое.
Цепочки молекул полипропилена
По происхождению все полимеры делят на синтетические и природные. Природные полимеры составляют основу всех животных и растительных организмов. К ним относят полисахариды (целлюлоза, крахмал), белки, нуклеиновые кислоты, натуральный каучук и другие вещества.
Хотя модифицированные природные полимеры и находят промышленное применение, большинство пластмасс являются синтетическими.
Синтетические полимеры получают в процессе химического синтеза из соответствующих мономеров.
В качестве исходного сырья обычно применяются нефть, природный газ или уголь. В результате химической реакции полимеризации (или поликонденсации) множество «маленьких» мономеров исходного вещества соединяются между собой, будто бусины на ниточке, в «огромные» молекулы полимера, который затем формуют, отливают, прессуют или прядут в готовое изделие.
Так, например, из горючего газа пропилена получают пластик полипропилен, из которого делают бамперы:
Теперь вы наверное догадались, откуда берутся названия пластмасс. К названию мономера добавляется приставка «поли-» («много»): этилен → полиэтилен, пропилен → полипропилен, винилхлорид → поливинилхлорид и т.д.
Международные краткие обозначения пластмасс являются аббревиатурами их химических наименований. Например, поливинилхлорид обозначают как PVC (Polyvinyl chloride), полиэтилен — PE (Polyethylene), полипропилен — PP (Polypropylene).
Кроме полимера (его еще называют связующим) в состав пластмасс могут входить различные наполнители, пластификаторы, стабилизаторы, красители и другие вещества, обеспечивающие пластмассе те или иные технологические и потребительские свойства, например текучесть, пластичность, плотность, прочность, долговечность и т.д.
Виды пластмасс
Пластмассы классифицируют по разным критериям: химическому составу, жирности, жесткости. Но главным критерием, который объясняет природу полимера, является характер поведения пластика при нагревании. По этому признаку все пластики делятся на три основные группы:
- термопласты;
- реактопласты;
- эластомеры.
Принадлежность к той или иной группе определяют форма, величина и расположение макромолекул, наряду с химическим составом.
Термопласты (термопластичные полимеры, пластомеры)
Термопласты — это пластмассы, которые при нагреве плавятся, а при охлаждении возвращаются в исходное состояние.
Эти пластмассы состоят из линейных или слегка разветвленных молекулярных цепей. При невысоких температурах молекулы располагаются плотно друг возле друга и почти не двигаются, поэтому в этих условиях пластмасса твердая и хрупкая. При небольшом повышении температуры молекулы начинают двигаться, связь между ними ослабевает и пластмасса становится пластичной. Если нагревать пластмассу еще больше, межмолекулярные связи становятся еще слабее и молекулы начинают скользить относительно друг друга — материал переходит в эластичное, вязкотекучее состояние. При понижении температуры и охлаждении весь процесс идет в обратном порядке.
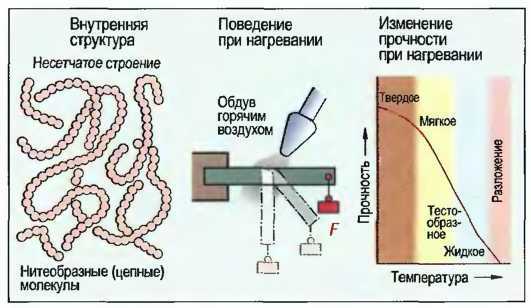
Если не допускать перегрева, при котором цепи молекул распадаются и материал разлагается, процесс нагревания и охлаждения можно повторять сколько угодно раз.
Это особенность термопластов многократно размягчаться позволяет неоднократно перерабатывать эти пластмассы в те или иные изделия. То есть теоретически, из нескольких тысяч стаканчиков из-под йогурта можно изготовить одно крыло. С точки зрения защиты окружающей среды это очень важно, поскольку последующая переработка или утилизация — большая проблема полимеров. Попав в почву, изделия из пластика разлагаются в течение 100–400 лет!
Кроме того, благодаря этим свойствам термопласты хорошо поддаются сварке и пайке. Трещины, изломы и деформации можно легко устранить посредством теплового воздействия.
Большинство полимеров, применяемых в автомобилестроении, являются именно термопластами. Используются они для производства различных деталей интерьера и экстерьера автомобиля: панелей, каркасов, бамперов, решеток радиатора, корпусов фонарей и наружных зеркал, колпаков колес и т.д.
К термопластам относятся полипропилен (РР), поливинихлорид (PVC), сополимеры акрилонитрила, бутадиена и стирола (ABS), полистирол (PS), поливинилацетат (PVA), полиэтилен (РЕ), полиметилметакрилат (оргстекло) (РММА), полиамид (РА), поликарбонат (PC), полиоксиметилен (РОМ) и другие.
Реактопласты (термореактивные пластмассы, дуропласты)
Если для термопластов процесс размягчения и отверждения можно повторять многократно, то реактопласты после однократного нагревания (при формовании изделия) переходят в нерастворимое твердое состояние, и при повторном нагревании уже не размягчаются. Происходит необратимое отверждение.
В начальном состоянии реактопласты имеют линейную структуру макромолекул, но при нагревании во время производства формового изделия макромолекулы «сшиваются», создавая сетчатую пространственную структуру. Именно благодаря такой структуре тесно сцепленных, «сшитых» молекул, материал получается твердым и неэластичным, и теряет способность повторно переходить в вязкотекучее состояние.
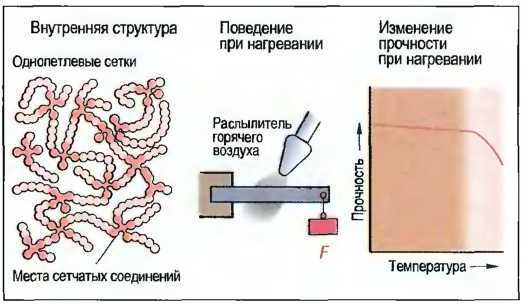
Из-за этой особенности термореактивные пластмассы не могут подвергаться повторной переработке. Также их нельзя сваривать и формовать в нагретом состоянии — при перегреве молекулярные цепочки распадаются и материал разрушается.
Эти материалы являются достаточно термостойкими, поэтому их используют, например, для производства деталей картера в подкапотном пространстве. Из армированных (например стекловолокном) реактопластов производят крупногабаритные наружные кузовные детали (капоты, крылья, крышки багажников).
К группе реактопластов относятся материалы на основе фенол-формальдегидных (PF), карбамидо-формальдегидных (UF), эпоксидных (EP) и полиэфирных смол.
Эластомеры
Эластомеры — это пластмассы с высокоэластичными свойствами. При силовом воздействии они проявляют гибкость, а после снятия напряжения возвращают исходную форму. От прочих эластичных пластмасс эластомеры отличаются способностью сохранять свою эластичность в большом температурном диапазоне. Так, например, силиконовый каучук остается упругим в диапазоне температур от -60 до +250 °С.
Эластомеры, так же как и реактопласты, состоят из пространственно-сетчатых макромолекул. Только в отличие от реактопластов, макромолекулы эластомеров расположены более широко. Именно такое размещение обуславливает их упругие свойства.
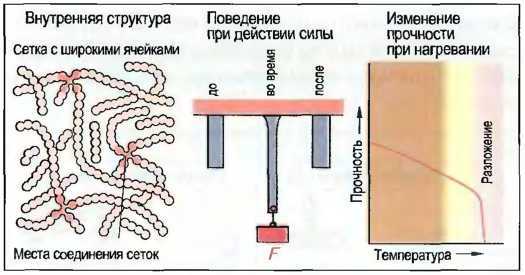
В силу своего сетчатого строения эластомеры неплавки и нерастворимы, как и реактопласты, но набухают (реактопласты не набухают).
К группе эластомеров относятся различные каучуки, полиуретан и силиконы. В автомобилестроении их используют преимущественно для изготовления шин, уплотнителей, спойлеров и т.д.
В автомобилестроении используются все три типа пластиков. Также выпускаются смеси из всех трех видов полимеров — так называемые «бленды» (blends), свойства которых зависят от соотношения смеси и вида компонентов.
Определение типа пластика. Маркировка
Любой ремонт пластиковой детали должен начинаться с идентификации типа пластмассы, из которой изготовлена деталь. Если в прошлом это давалось не всегда просто, то сейчас «опознать» пластик легко — все детали, как правило, маркируются.
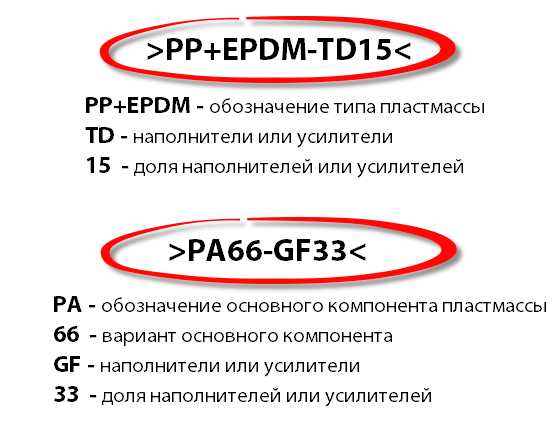
Обозначение типа пластмассы производители обычно выштамповывают с внутренней стороны детали, будь то бампер или крышка мобильного телефона. Тип пластика, как правило, заключен в характерные скобки и может выглядеть следующим образом: >PP/EPDM<, >PUR<, <ABS>.

Контрольное задание: снимите крышку своего мобильного телефона и посмотрите из какого типа пластмассы он сделан. Чаще всего это >PC<.
Вариантов подобных аббревиатур может быть множество. Все рассмотреть мы не сможем (да и нет в том необходимости), поэтому остановимся на нескольких наиболее распространенных в автомобилестроении типах пластмасс.
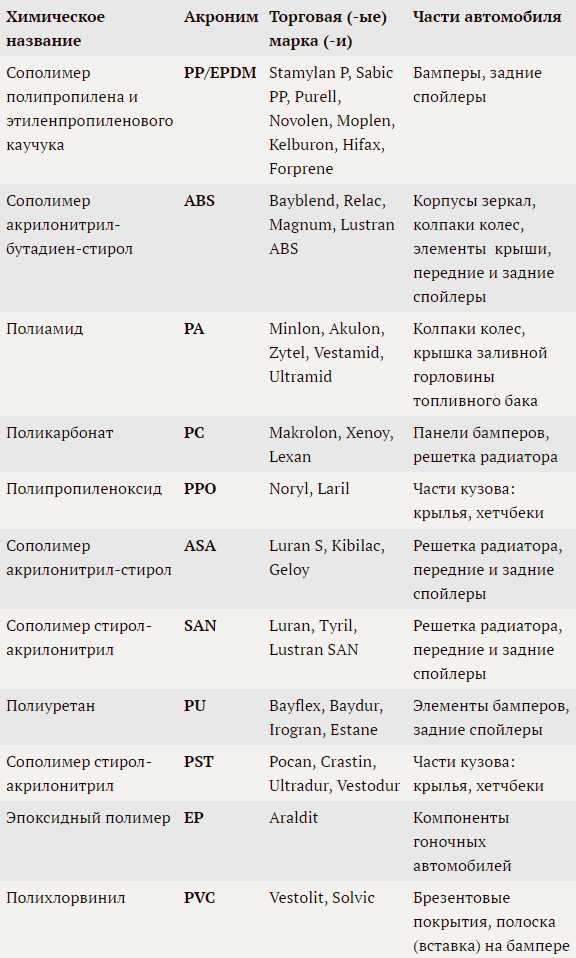
Примеры наиболее распространенных в автомобилестроении типов пластика
Полипропилен — РР, модифицированный полипропилен — PP/EPDM

Самый распространенный в автомобилестроении тип пластика. В большинстве случаев при ремонте поврежденных или окраске новых деталей нам придется иметь дело именно с различными модификациями полипропилена.
Полипропилен обладает, пожалуй, совокупностью всех преимуществ, какими только могут обладать пластмассы: низкой плотностью (0,90 г/см³ — наименьшее значение для всех пластмасс), высокой механической прочностью, химической стойкостью (устойчив к разбавленным кислотам и большинству щелочей, моющим средствам, маслам, растворителям), термостойкостью (начинает размягчаться при 140°C, температура плавления 175°C). Он почти не подвергается коррозионному растрескиванию, обладает хорошей способностью к восстановлению. Кроме того, полипропилен является экологически чистым материалом.
Характеристики полипропилена дают повод считать его идеальным материалом для автомобильной промышленности. За свои столь ценные свойства он даже получил титул «короля пластмасс».
На основе полипропилена изготовлены практически все бампера, также этот материал используется при изготовлении спойлеров, деталей салона, приборных панелей, расширительных бачков, решеток радиатора, воздуховодов, корпусов и крышек аккумуляторных батарей и т.д. В быту даже чемоданы изготавливаются из полипропилена.
При литье большинства вышеперечисленных деталей используется не чистый полипропилен, а его различные модификации.
«Чистый» немодифицированный полипропилен очень чувствителен к ультрафиолетовому излучению и кислороду, он быстро теряет свои свойства и становится хрупким при эксплуатации. По этой же причине нанесенные на него лакокрасочные покрытия не могут иметь долговечной адгезии.
Введенные же в полипропилен добавки — чаще в виде резины и талька — значительно улучшают его свойства и дают возможность его окрашивать.
Окрашиванию поддается только модифицированный полипропилен. На «чистом» полипропилене адгезия будет очень слабой! Из чистого полипропилена >РР< изготавливают бачки омывателей, расширительные емкости, одноразовую посуду, стаканчики и т.д.
Любые модификации полипропилена, какой бы длинной не была аббревиатура его маркировки, первыми двумя буквами обозначен все равно, как >РР…<. Наиболее распространенный продукт этих модификаций — >PP/EPDM< (сополимер полипропилена и этиленпропиленового каучука).
ABS (сополимер акрилонитрила, бутадиена и стирола)

ABS — эластичный, но в тоже время ударопрочный пластик. За эластичность отвечает составляющая каучука (бутадиена), за прочность — акрилонитрил. Этот пластик чувствителен к ультрафиолетовому излучению — под его воздействием пластик быстро стареет. Поэтому изделия из ABS нельзя долго держать на свету и нужно обязательно окрашивать.
Чаще всего используется для производства корпусов фонарей и наружных зеркал, решеток радиатора, облицовки приборной панели, обивки дверей, колпаков колес, задних спойлеров и т. п.
Поликарбонат — PC

Один из наиболее ударопрочных термопластов. Чтобы понять, насколько прочен поликарбонат, достаточно того факта, что это материал используется при изготовлении пуленепробиваемых банковских стоек.
Помимо прочности поликарбонаты характеризуются легкостью, стойкостью к световому старению и перепадам температур, пожаробезопасностью (это трудно воспламеняющийся самозатухающий материал).
К сожалению, поликарбонаты достаточно чувствительны к воздействию растворителей и имеют склонность к растрескиванию под воздействием внутренних напряжений.
Не подходящие агрессивные растворители могут серьезно ухудшать прочностные характеристики пластика, поэтому при покраске деталей, где прочность имеет первостепенное значение (например мотоциклетного шлема из поликарбоната) нужно быть особенно внимательными и четко следовать рекомендациям производителя, а иногда даже принципиально отказываться от окрашивания. Зато спойлеры, решетки радиатора и панели бамперов из поликарбоната можно красить без проблем.
Полиамиды — PA

Полиамиды — жесткие, прочные и при этом эластичные материалы. Детали из полиамида выдерживают нагрузки, близкие к нагрузкам, допустимым для цветных металлов и сплавов. Полиамид обладает высокой стойкостью к износу, химической устойчивостью. Он почти невосприимчив к большинству органических растворителей.
Чаще всего полиамиды используют для производства съемных автомобильных колпаков, различных втулок и вкладышей, хомутов трубок, языков замка дверей и защелок.
Полиуретан — PU, PUR

До широкого внедрения в производство полипропилена, полиуретан был самым популярным материалом для изготовления различных эластичных деталей автомобиля: рулевых колес, грязезащитных чехлов, покрытия для педалей, мягких дверных ручек, спойлеров и т.д.
У многих этот тип пластика ассоциируется с маркой Mercedes. Бамперы, боковые накладки дверц, порогов практически на всех моделях изготавливались до недавнего времени из полиуретана.
Производство деталей из этого типа пластмассы требует менее сложного оборудования чем для полипропиленовых. В настоящее время многие частные компании, как за рубежом, так и в странах бывшего Союза предпочитают работать именно с этим типом пластика для изготовления всевозможных деталей для тюнинга автомобилей.
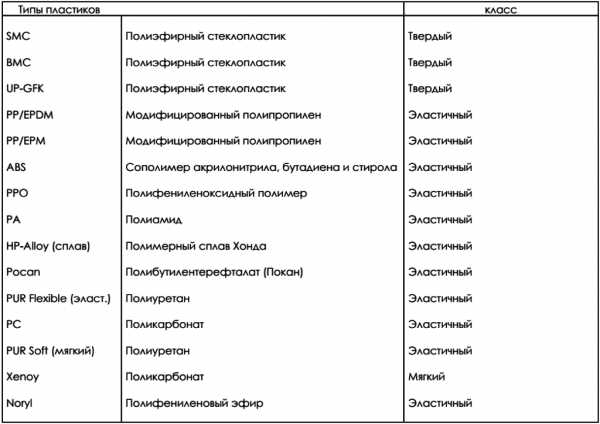
Стеклопластики — SMC, BMC, UP-GF
Стеклопластики являются одним из важнейших представителей так называемых «армированных пластиков». Они изготавливаются на базе эпоксидных или полиэфирных смол (это реактопласты) со стеклотканью в качестве наполнителя.
Высокие физико-механические показатели, а также стойкость к воздействию различных агрессивных сред определили широкое применение этих материалов во многих областях промышленности. Всем известный продукт, используемый в производстве кузовов американских минивэнов.
При изготовлении изделий из стеклопластика возможно применение технологии типа «сэндвич», когда детали состоят из нескольких слоев различных материалов, каждый из которых отвечает определенным требованиям (прочности, химстойкости, абразивоустойчивости).
Легенда о неизвестном пластике
Вот мы держим в руках пластиковую деталь, не имеющую на себе никаких опознавательных знаков, никакой маркировки. Но нам позарез нужно выяснить ее химический состав или хотя бы тип — термопласт это или реактопласт.
Потому что, если речь идет, например, о сварке, то она возможна лишь с термопластами (для ремонта термореактивных пластмасс применяются клеевые композиции). Кроме того, свариваться могут только одноименные материалы, разнородные просто не взаимодействуют. В связи с этим возникает необходимость идентифицировать пластик «no name», чтобы правильно подобрать ту же сварочную присадку.
Идентификация типа пластика — задача непростая. Анализ пластмасс производится в лабораториях по различным показателям: по спектрограмме сгорания, реакции на различные реактивы, запаху, температуре плавления и так далее.
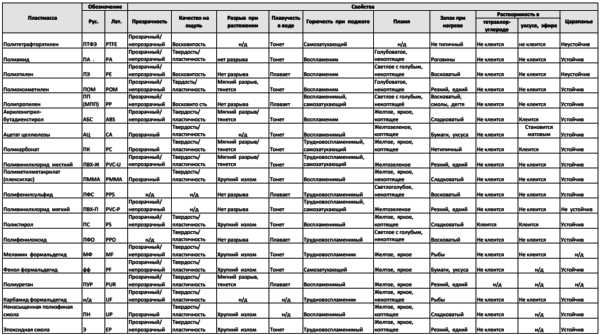
Тем не менее, существует несколько простейших тестов, позволяющих определить приблизительный химический состав пластика и отнести его к той или иной группе полимеров. Один из таких — анализ поведения образца пластика в открытом источнике огня.
Для теста нам понадобится проветриваемое помещение и зажигалка (или спички), с помощью которой нужно осторожно поджечь кусочек испытуемого материала. Если материал плавится, значит мы имеем дело с термопластом, если не плавится — перед нами реактопласт.
Теперь убираем пламя. Если пластик продолжает гореть, то это может быть ABS-пластик, полиэтилен, полипропилен, полистирол, оргстекло или полиуретан. Если гаснет — скорее всего это поливинилхлорид, поликарбонат или полиамид.
Далее анализируем цвет пламени и запах, образующийся при горении. Например, полипропилен горит ярким синеватым пламенем, а его дым имеет острый и сладковатый запах, похожий на запах сургуча или жженной резины. Слабым синеватым пламенем горит полиэтилен, а при затухании пламени чувствуется запах горящей свечи. Полистирол горит ярко, и при этом сильно коптит, а пахнет довольно приятно — у него сладковатый цветочный запах. Поливинилхлорид, наоборот, пахнет неприятно — хлором или соляной кислотой, а полиамид — горелой шерстью.
Кое-что о типе пластика может сказать и его внешний вид. Например, если на детали наблюдаются явные следы сварки, то оно наверняка изготовлено из термопласта, а если имеются следы снятых наждаком заусенцев, значит это термореактивная пластмасса.
Также можно провести тест на твердость: попробовать срезать небольшой кусочек пластмассы ножом или лезвием. С термопласта (он более мягкий) стружка будет сниматься, а вот реактопласт будет крошиться.
Или еще один способ: погружение пластика в воду. Этот метод позволяет довольно просто определить пластики, входящие в группу полиолефинов (полиэтилен, полипропилен и др.). Эти пластмассы будут плавать на поверхности воды, так как их плотность почти всегда меньше единицы. Другие полимеры имеют плотность больше единицы, поэтому они будут тонуть.
Эти и другие признаки, по которым можно определить тип пластика, представлены ниже в виде таблицы.
P.S. В следующей статье мы уделим внимание вопросам подготовки и покраски пластиковых деталей.
Бонусы
Полноразмерные версии изображений откроются в новом окне при нажатии на картинку!
Расшифровка обозначения пластмасс
Обозначения наиболее распространенных пластиков
Классификация пластиков в зависимости от жесткости
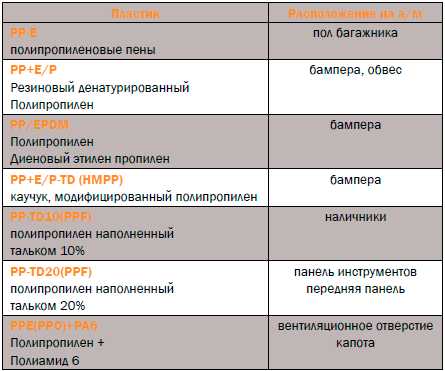
Основные модификации полипропилена и области их применения в автомобиле
Методы определения типа пластмассы
Пластмассы. Состав, свойства, применение пластмасс
Содержание страницы
Пластмассы (пластики) представляют собой органические материалы на основе полимеров, способные при нагреве размягчаться и под давлением принимать определённую устойчивую форму.
Полимеры – это соединения, которые получаются путем многократного повторения (рис. 1), то есть химического связывания одинаковых звеньев – в самом простом случае, одинаковых, как в случае полиэтилена это звенья CH2, связанные между собой в единую цепочку. Конечно, существуют более сложные молекулы, вплоть до молекул ДНК, структура которых не повторяется, очень сложным образом организована.
Рис. 1. Формы макромолекул полимеров
1. Компоненты, входящие в состав пластмасс
В большинстве своем пластмассы состоят из смолы, а также наполнителя, пластификатора, стабилизатора, красителя и других добавок, улучшающих технологические и эксплуатационные свойства пластмассы. Свойства полимеров могут быть в значительной степени улучшены и изменены, в зависимости от требований, предъявляемых различными отраслями техники, с помощью различных составляющих пластмассы.
Наполнители служат для улучшения физико-механических, диэлектрических, фрикционных или антифрикционных свойств, повышения теплостойкости, уменьшения усадки, а также для снижения стоимости пластмасс. По массе содержание наполнителей в пластмассах составляет от 40 до 70 %. Наполнителями могут быть ткани, а также порошкообразные и волокнистые вещества.
Пластификаторы увеличивают пластичность и текучесть пластмасс, улучшают морозостойкость. В качестве пластификаторов применяют дибутилфталат, трикрезилфосфат и др. Их содержание колеблется в пределах 10 – 20 %.
Стабилизаторы – вещества, предотвращающие разложение полимерных материалов во время их переработки и эксплуатации под воздействием света, влажности, повышенных температур и других факторов. Для стабилизации используют ароматические амины, фенолы, сернистые соединения, газовую сажу.
Красители добавляют для окрашивания пластических масс. Применяют как минеральные красители (мумия, охра, умбра, литопон, крон и т. д.), так и органические (нигрозин, родамин).
Смазочные вещества – стеарин, олеиновая кислота, трансформаторное масло – снижают вязкость композиции и предотвращают прилипание материала к стенкам пресс-формы.
2. Классификация пластмасс
В зависимости от поведения связующего вещества при нагреве пластмассы разделяют на термореактивные и термопластичные.
Термореактивные пластмассы при нагреве до определенной температуры размягчаются и частично плавятся, а затем в результате химической реакции переходят в твердое, неплавкое и нерастворимое состояние. Термореактивные пластмассы необратимы: отходы в виде грата и бракованные детали обычно используют после измельчения только в качестве наполнителя при производстве пресспорошков.
Термопластичные пластмассы при нагреве размягчаются или плавятся, а при охлаждении твердеют. Термопластичные пластмассы обратимы, но после повторной переработки пластмасс в детали физико-механические свойства их несколько ухудшаются.
К группе термореактивных пластмасс относятся пресспорошки, волокниты и слоистые пластики. Они выгодно отличаются от термопластичных пластмасс отсутствием хладотекучести под нагрузкой, более высокой теплостойкостью, малым изменением свойств в процессе эксплуатации. Термореактивные пластмассы перерабатывают в детали (изделия) преимущественно методом прессования или литьё под давлением (рис. 2).
Рис. 2. Схема и установка для получения деталей из термореактивных пластмасс
В таблице 1 приведены свойства, области применения и интервал рабочих температур некоторых термореактивных пластмасс. На рис. 3 показаны некоторые изделия из термореактивных пластмасс.
Таблица 1.
Рис. 3. Изделия, где применены термореактивные пластмассы
Технология изготовления термопластов довольно проста: гранулы засыпаются в камеру термопластавтомата, где, при необходимой температуре, переходят в текучее состояние, затем расплавленная масса попадает в специальную форму, где происходит прессование и дальнейшее охлаждение (рис. 4). Как правило, большинство термопластов может быть использовано вторично.
Рис. 4. Пресс-форма для литья пластмасс
В таблице 2 приведены свойства, области применения и интервал рабочих температур некоторых термопластичных пластмасс. На рис. 5 показаны некоторые изделия из термопластичных пластмасс.
Таблица 2.
Рис. 5. Изделия из термопластичных пластмасс
Выбор пластмассы для изготовления конкретного изделия определяется его эксплуатационными условиями. Критерии выбора разнообразны и зависят от назначения изделия. Основными критериальными характеристиками полимерных материалов являются механические (прочность, жесткость, твердость), температурные (изменения механических и деформационных характеристик при нагревании или охлаждении) и электрические. Последние отражают широкое применение пластмасс в радиоэлектронной и электротехнической отраслях. Кроме того, существенное значение приобрели триботехнические характеристики и ряд специальных свойств (огнестойкость, звукопоглощение, оптические особенности, химическая стойкость). Немаловажны также экономические условия (стоимость полимерного материала, тираж изделия, условия производства).
3. Механические свойства пластмасс
Механические свойства определяют поведение физического тела под действием приложенного к нему усилия. Численно это поведение оценивается прочностью и деформативностью. Прочность характеризует сопротивляемость разрушению, а деформативность — изменение размеров полимерного тела, вызванное приложенной к нему нагрузкой. Поскольку и прочность, и деформация являются функцией одной независимой переменной — внешнего усилия, то механические свойства еще называют деформационнопрочностными (рис. 6).
Рис. 6. Механические испытания пластмасс на деформацию прочность (слева), ударную вязкость (по центру), твёрдость (справа)
Модуль упругости является интегральной характеристикой, дающей представление прежде всего о жесткости конструкционного материала. Ударная вязкость характеризует способность материалов сопротивляться нагрузкам, приложенным с большой скоростью. В практике оценки свойств пластмасс наибольшее применение нашло испытание поперечным ударом, реализуемым на маятниковых копрах.
Твердость определяет механические свойства поверхности и является одной из дополнительных характеристик полимерных материалов. По твердости оценивают возможные пути эффективного применения пластиков. Пластмассы мягкие, эластичные, имеющие низкую твердость, используются в качестве герметизирующих, уплотнительных и прокладочных материалов. Твердые и прочные могут применяться в производстве деталей конструкционного назначения: зубчатых колес и венцов, тяжело нагруженных подшипников, деталей резьбовых соединений и пр. (рис. 7).
Рис. 7. Детали конструкционного применения из пластмасс
В таблице 3 указаны механические свойства термопластов общего назначения.
Таблица 3.
Несколько примеров по обозначению (см. табл. ниже).
| ПЭВД | Полиэтилен высокого давления | ГОСТ 16337-77 | |
| ПЭНД | Полиэтилен низкого давления | ГОСТ 16338-85 | |
| ПС | Полистирольная плёнка | ГОСТ 12998-85 | |
| ПВХ | Пластификаторы | ГОСТ 5960-72 | |
| АБС | Акрилбутодиентстирол | ГОСТ 8991-78 | |
| ПММА | Полиметилметаакрилат | ГОСТ 2199-78 | |
4. Сварка пластмасс
Сварке подвергаются только так называемые термопластичные пластмассы (термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Кроме них, существуют термореактивные пластмассы, которые изменяют свои свойства при нагреве. Нагревать пластмассы при сварке следует не выше температуры их разложения, т. е. в пределах 140—240 °С.
Пластмассы можно сваривать различными способами:
- нагретым газом;
- контактной теплотой от нагревательных элементов;
- трением;
- ультразвуком (рис. 8).
Основные условия для получения качественного соединения пластмасс при сварке следующие:
- Диаметр присадочного прутка не должен превышать 4 мм для достаточно быстрого его нагрева и обеспечения необходимой производительности сварки.
- Сварку следует вести по возможности быстро во избежание термического разложения материала.
- Необходимо точно выдерживать температуру сварки во избежание недостаточного нагрева или перегрева свариваемого материала.
На рис. 8 показано оборудование и методы сварки пластмасс.
Рис. 8. Сварочный экструдер для сварки пластмасс, полимеров
5. Другие свойства пластмасс
Химическая стойкость. Химическая стойкость пластмасс, как правило, выше, чем у металлов. Химическая стойкость пластмасс в основном определяется свойствами связующего (смолы) и наполнителя. Наиболее химически стойкими в отношении всех агрессивных сред являются фторсодержащие полимеры —фторопласты 4 и 3. К числу кислотостойких пластмасс в отношении концентрированной соляной кислоты могут быть отнесены винипласт и фенопласты с асбестовым наполнителем. Стойкими к действию щелочей являются винипласт и хлорвиниловый пластик.
Электроизоляционные свойства. Почти все пластмассы — хорошие диэлектрики. Этим объясняется их широкое применение в электро- и радиотехнике. Большинство пластмасс плохо переносит т. в. ч. и поэтому они применяются в качестве электроизоляционных материалов для деталей, которые предназначаются для работы при частоте тока 50 Гц. Однако такие ненаполненные высокополимеры, как фторопласт и полистирол, практически не меняют своих диэлектрических качеств в зависимости от частоты тока и могут работать при высоких и сверхвысоких частотах.
Повышение температуры, как правило, ухудшает электроизоляционные характеристики пластмасс. Исключение составляет полистирол, сохраняющий электроизоляционные свойства в интервале температур от —60 до +60° С, и фторопласт 4 — в интервале температур от —60 до +200°. С.
Фрикционные свойства. В зависимости от условий работы пластмассовые детали могут обладать различными по величине фрикционными характеристиками. Так, например, текстолит при малых нагрузках имеет малый коэффициент трения, что и позволяет широко использовать его вместо бронзы, антифрикционных чугунов и т. д. Коэффициент трения тормозных материалов типа КФ-3 высок, что и отвечает назначению этих материалов. Из этих двух примеров следует, что утверждение, высказанное выше, справедливо
Просмотров: 4 593
Пластмассы - это... Что такое Пластмассы?
Предметы быта, полностью или частично сделанные из пластмассыПластма́ссы (пласти́ческие ма́ссы) или пла́стики — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры). Исключительно широкое применение получили пластмассы на основе синтетических полимеров.
Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формироваться и сохранять после охлаждения или отвердения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное состояние.
История
Первая пластмасса была получена английским металлургом и изобретателем Александром Парксом в 1855 году[1]. Паркс назвал её паркезин (позже получило распространение другое название — целлулоид). Паркезин был впервые представлен на Большой Международной выставке в Лондоне в 1862 году. Развитие пластмасс началось с использования природных пластических материалов (жевательной резинки, шеллака), затем продолжилось с использованием химически модифицированных природных материалов (резина, нитроцеллюлоза, коллаген, галалит) и, наконец, пришло к полностью синтетическим молекулам (бакелит, эпоксидная смола, поливинилхлорид, полиэтилен и другие).
Паркезин являлся торговой маркой первого искусственного пластика и был сделан из целлюлозы, обработанной азотной кислотой и растворителем. Паркезин часто называли искусственной слоновой костью. В 1866 году Паркс создал фирму Parkesine Company для массового производства материала. Однако, в 1868 году компания разорилась из-за плохого качества продукции, так как Паркс пытался сократить расходы на производство. Преемником паркезина стал ксилонит (другое название того же материала), производимый компанией Даниэля Спилла, бывшего сотрудника Паркса, и целлулоид, производимый Джоном Весли Хайатом.
Типы пластмасс
В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на:
- Термопласты (термопластичные пластмассы) — при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние;
- Реактопласты (термореактивные пластмассы) — в начальном состоянии имеют линейную структуру макромолекул, а при некоторой температуре отверждения приобретают сетчатую. После отверждения не могут переходить в вязкотекучее состояние. Рабочие температуры выше, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Также газонаполненные пластмассы — вспененные пластические массы, обладающие малой плотностью.
Свойства
Основные механические характеристики пластмасс те же, что и для металлов.
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкими электрической и тепловой проводимостями, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др., а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50—250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 × 15 × 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 × 15 мм, равное 50 кгс/см², разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Для придания особых свойств пластмассе в нее добавляют пластификаторы (силикон, дибутилфталат, ПЭГ и т. п.), антипирены (дифенилбутансульфокислота), антиоксиданты (трифенилфосфит, непредельные углеводороды).
Получение
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен).
Методы обработки
Механическая обработка
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Пластмасса может быть обработана на токарном станке, может фрезероваться. Для распиливания может применяться ленточные пилы, дисковые пилы и карборундовые круги.
Сварка
Соединение пластмасс между собой может осуществляться механическим путем с помощью болтов, заклепок, склеиванием, растворением с последующим высыханием, а также при помощи сварки. Из перечисленных способов соединения только при помощи сварки можно получить соединение без инородных материалов, а также соединение, которое по свойствам и составу будет максимально приближено к основному материалу. Поэтому сварка пластмасс нашла применение при изготовлении конструкций, к которым предъявляются повышенные требования к герметичности, прочности и другим свойствам.
Процесс сварки пластмасс состоит в образовании соединения за счет контакта нагретых соединяемых поверхностей. Он может происходить при определенных условиях:
- Повышенная температура. Ее величина должна достигать температуры вязкотекучего состояния.
- Плотный контакт свариваемых поверхностей.
- Оптимальное время сварки — время выдержки.
Также следует отметить, что температурный коэффициент линейного расширения пластмасс в несколько раз больше, чем у металлов, поэтому в процессе сварки и охлаждения возникают остаточные напряжения и деформации, которые снижают прочность сварных соединений пластмасс.
На прочность сварных соединений пластмасс большое влияние оказывают химический состав, ориентация макромолекул, температура окружающей среды и другие факторы.
Применяются различные виды сварки пластмасс:
- Сварка газовым теплоносителем с присадкой и без присадки
- Сварка экструдируемой присадкой
- Контактно-тепловая сварка оплавлением
- Контактно-тепловая сварка проплавлением
- Сварка в электрическом поле высокой частоты
- Сварка термопластов ультразвуком
- Сварка пластмасс трением
- Сварка пластмасс излучением
- Химическая сварка пластмасс
Как и при сварке металлов, при сварке пластмасс следует стремиться к тому, чтобы материал сварного шва и околошовной зоны по механическим и физическим свойствам мало отличался от основного материала. Сварка термопластов плавлением, как и другие методы их переработки, основана на переводе полимера сначала в высокоэластическое, а затем в вязкотекучее состояние и возможна лишь в том случае, если свариваемые поверхности материалов (или деталей) могут быть переведены в состояние вязкого расплава. При этом переход полимера в вязкотекучее состояние не должен сопровождаться разложением материала термодеструкцией.
При сварке многих пластмасс выделяются вредные пары и газы. Для каждого газа имеется строго определенная предельно доступная его концентрация в воздухе (ПДК). Например, для диоксида углерода ПДК равна 20, для ацетона — 200, а для этилового спирта — 1000 мг/м³.
Материалы на основе пластмасс
Мебельные пластмассы
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами. Производство бумаги является наиболее энерго- и капиталлоемким этапом во всем процессе производства пластика. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные, которые используются для пропитки крафт-бумаги, и меламиноформальдегидные, которые используются для пропитки декоративной бумаги. Меламиноформальдегидные смолы производят из меламина, поэтому они стоят дороже.
Мебельный пластик состоит из нескольких слоёв. Защитный слой — оверлей — практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меламиноформальдегидной смолой. Следующий слой — декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой — компенсирующий (крафт-бумага, пропитанная меламиноформальдегидными смолами). Этот слой присутствует только у американского мебельного пластика.
Готовый мебельный пластик представляет из себя прочные тонированные листы толщиной 1-3 мм. По свойствам он близок к гетинаксу. В частности, он не плавится от прикосновения жалом паяльника, и, строго говоря, не является пластической массой, так как не может быть отлит в горячем состоянии, хотя и поддается изменению формы листа при нагреве. Мебельный пластик широко использовался в XX веке для отделки салонов вагонов метро.
Система маркировки пластика
Для обеспечения утилизации одноразовых предметов в 1988 году Обществом Пластмассовой Промышленности была разработана система маркировки для всех видов пластика и идентификационные коды. Маркировка пластика состоит из 3-х стрелок в форме треугольника, внутри которых находится число, обозначающая тип пластика. Часто при маркировке изделий под треугольником указывается буквенная маркировка (в скобках указана маркировка русскими буквами):
| Значок | Англоязычное название | Русское название | Примечание |
|---|---|---|---|
| PET или PETE | ПЭТ, ПЭТФ Полиэтилентерефталат | Обычно используется для производства тары для минеральной воды, безалкогольных напитков и фруктовых соков, упаковки, блистеров, обивки. | |
| PEHD или HDPE | ПЭНД Полиэтилен высокой плотности, полиэтилен низкого давления | Производство бутылок, фляг, полужёсткой упаковки. Считается безопасными для пищевого использования. | |
| PVC | ПВХ Поливинилхлорид | Используется для производства труб, трубок, садовой мебели, напольных покрытий, оконных профилей, жалюзи, изоленты, тары для моющих средств и клеёнки. Материал является потенциально опасным для пищевого использования, поскольку может содержать диоксины, бисфенол А, ртуть, кадмий. | |
| LDPE и PELD | ПЭВД Полиэтилен низкой плотности, полиэтилен высокого давления | Производство брезентов, мусорных мешков, пакетов, пленки и гибких ёмкостей. Считается безопасным для пищевого использования. | |
| PP | ПП Полипропилен | Используется в автомобильной промышленности (оборудование, бамперы), при изготовлении игрушек, а также в пищевой промышленности, в основном при изготовлении упаковок. Распространены полипропиленовые трубы для водопроводов. Считается безопасным для пищевого использования. | |
| PS | ПС Полистирол | Используется при изготовлении плит теплоизоляции зданий, пищевых упаковок, столовых приборов и чашек, коробок CD и прочих упаковок (пищевой плёнки и пеноматериалов), игрушек, посуды, ручек и так далее. Материал является потенциально опасным, особенно в случае горения, поскольку содержит стирол. | |
| OTHER или О | Прочие | К этой группе относится любой другой пластик, который не может быть включен в предыдущие группы. В основном это поликарбонат. Поликарбонат может содержать опасный для человека бисфенол А[2]. Используется для изготовления твёрдых прозрачных изделий, как например детские рожки. |
Пластиковые отходы и их переработка
Останки птенца темноспинного (лайсанского) альбатроса, которому родители скармливали пластик; птенец не мог вывести его из организма, что привело к смерти либо от голода, либо от удушьяСкопления отходов из пластмасс образуют в Мировом океане под воздействием течений особые мусорные пятна. На данный момент известны пять больших скоплений мусорных пятен — по два в Тихом и Атлантическом океанах, и один — в Индийском океане. Данные мусорные круговороты в основном состоят из пластиковых отходов, образующихся в результате сбросов из густонаселённых прибрежных зон континентов. Руководитель морских исследований Кара Лавендер Ло из Ассоциации морского образования (англ. Sea Education Association; SEA) возражает против термина «пятно», поскольку по своему характеру — это разрозненные мелкие куски пластика. Пластиковый мусор опасен ещё и тем, что морские животные, зачастую, могут не разглядеть прозрачные частицы, плавающие по поверхности, и токсичные отходы попадают им в желудок, часто становясь причиной летальных исходов[3][4].
Взвесь пластиковых частиц напоминает зоопланктон, и медузы или рыбы могут принять их за пищу. Большое количество долговечного пластика (крышки и кольца от бутылок, одноразовые зажигалки) оказывается в желудках морских птиц и животных[5], в частности, морских черепах и черноногих альбатросов[6]. Помимо прямого причинения вреда животным[7], плавающие отходы могут впитывать из воды органические загрязнители, включая ПХБ (полихлорированные бифенилы), ДДТ (дихлордифенилтрихлорметилметан) и ПАУ (полиароматические углеводороды). Некоторые из этих веществ не только токсичны[8] — их структура сходна с гормоном эстрадиолом, что приводит к гормональному сбою у отравленного животного[6].
Пластиковые отходы должны перерабатываться, поскольку при сжигании пластика выделяются токсичные вещества, а разлагается пластик за 100—200 лет.
Способы переработки пластика:
- • Пиролиз • Гидролиз • Гликолиз • Метанолиз
В декабре 2010 года Ян Байенс и его коллеги из университета Уорика предложили новую технологию переработки практически всех пластмассовых отходов. Машина с помощью пиролиза в реакторе с кипящим слоем при температуре около 500° С и без доступа кислорода разлагает куски пластмассового мусора, при этом многие полимеры распадаются на исходные мономеры. Далее смесь разделяется перегонкой. Конечным продуктом переработки являются воск, стирол, терефталевая кислота, метилметакрилат и углерод, которые являются сырьём для лёгкой промышленности. Применение этой технологии позволяет сэкономить средства, отказавшись от захоронения отходов, а с учётом получения сырья (в случае промышленного использования) является быстро окупаемым и коммерчески привлекательным способом утилизировать пластмассовые отходы[9].
Пластики на основе фенольных смол, а также полистирол и полихлорированный бифенил могут разлагаться грибками белой гнили. Однако для утилизации отходов этот способ коммерчески неэффективен - процесс разрушения пластика на основе фенольных смол может длиться многие месяцы[10].
См. также
Примечания
- ↑ Edward Chauncey Worden. Nitrocellulose industry. New York, Van Nostrand, 1911, p. 568. (Parkes, English patent #2359 in 1855)
- ↑ Biello D (2008-02-19). «Plastic (not) fantastic: Food containers leach a potentially harmful chemical». Scientific American 2.
- ↑ Ученые обнаружили свалку пластика на севере Атлантики (рус.). www.oceanology.ru (5 марта 2010). Архивировано из первоисточника 24 августа 2011. Проверено 18 ноября 2010.
- ↑ Смертельный пластик (рус.). Олег Абарников, upakovano.ru (29 октября 2010). Архивировано из первоисточника 24 августа 2011. Проверено 18 ноября 2010.
- ↑ Moore, Charles. Across the Pacific Ocean, plastics, plastics, everywhere, Natural History Magazine (November 2003).
- ↑ 1 2 Moore, Charles. Great Pacific Garbage Patch, Santa Barbara News-Press (2 октября 2002).
- ↑ Rios, L. M.; Moore, C. and Jones, P. R. (2007). «Persistent organic pollutants carried by Synthetic polymers in the ocean environment». Marine Pollution Bulletin 54: 1230–1237. DOI:10.1016/j.marpolbul.2007.03.022.
- ↑ Tanabe, S.; Watanabe, M., Minh, T.B., Kunisue, T., Nakanishi, S., Ono, H. and Tanaka, H. (2004). «PCDDs, PCDFs, and coplanar PCBs in albatross from the North Pacific and Southern Oceans: Levels, patterns, and toxicological implications». Environmental Science & Technology 38: 403–413. DOI:10.1021/es034966x.
- ↑ Испытана машина для переработки любого пластика (рус.). Membrana (28 декабря 2010). Архивировано из первоисточника 24 августа 2011. Проверено 30 декабря 2010.
- ↑ Белая гниль разрушает долговечный пластик (рус.). Membrana (7 июня 2006). Архивировано из первоисточника 24 августа 2011. Проверено 30 декабря 2010.
Литература
- Дзевульский В. М. Технология металлов и дерева. — М.: Государственное издательство сельскохозяйственной литературы. 1995.
Ссылки
Виды и применение пластмасс | Статьи Jonwai
Пластмасса — это высокопрочный, эластичный материал, который при нагревании становится мягким и пластичным. В этот промежуток времени из нее можно «слепить» практически все что угодно. После остывания изделие вновь становится твердым.
Краткая история появления
Считается, что первооткрывателем пластмассы был британский изобретатель Паркс. В 1855г. он решил чем-нибудь заменить материал бильярдных шаров. В то время они состояли из слоновой кости.
 Он смешал масло камфорного дерева, нитроцеллюлозу (хлопок + азотная и серная кислота) и спирт. При нагревании получил однородную жидкую смесь, которая при охлаждении застыла и стала твердой. Это и была первая разновидность пластмассы, полученная искусственным путем из природных и химических материалов.
Он смешал масло камфорного дерева, нитроцеллюлозу (хлопок + азотная и серная кислота) и спирт. При нагревании получил однородную жидкую смесь, которая при охлаждении застыла и стала твердой. Это и была первая разновидность пластмассы, полученная искусственным путем из природных и химических материалов. И только через сто лет в 1953г. немецкий профессор Штаудингер открыл синтетическую макромолекулу (молекула с очень большим количеством атомов и большой массой). Она то и стала базовой прародительницей для получения разнообразных видов промышленного пластика.
Если не вдаваться в научные подробности, новые виды пластмасс создаются следующим образом: в макромолекуле, особым образом, меняют расположение звеньев малых молекул. Эти цепочки называются полимерами. От этих «перестроений» рождаются материалы с определенными физико-механическими характеристиками.
Химики всего мира сразу, после этого открытия, стали выстраивать из этих кубиков трансформеров конструкции с ранее невиданными свойствами.

Свойства
Изделия из пластмасс имеют следующие особенности:
1. Для дизайнеров и инженеров это тот материал, из которого можно изготавливать самые сложные по форме конструкции.
2. Отличаются экономичностью в сравнении с аналогичными продуктами из других материалов. Малые энергетические затраты при производстве. Простота формовки.
3. Почти все виды палстика не нуждаются в покраске, так как они имеют свои различные цветовые гаммы.
4. У них небольшой вес.
5. Обладают высокой эластичностью.
6. Являются отличными диэлектриками (т.е. практически не проводят электрический ток).
7. Обладают низкой теплопроводностью (отличные теплоизоляторы).
8. У материалов высокий коэффициент шумоизоляции.
9. Не подвержены, в отличие от металлов коррозии.
10. Имеют хорошую устойчивость к перепадам дневных и межсезонных температур.
11. У пластиков высокая стойкость ко многим агрессивным химическим средам.
12. Они могут выдержать большие механические нагрузки.

Применение пластмасс
Пластмассы прекрасно могут заменять функции многих, более дорогих в изготовлении, металлических, бетонных или деревянных изделий. И в промышленности и в быту этот материал используется повсеместно.
1. На наземном, морском и авиационном транспорте применение пластмассовых частей и деталей машин существенно снижает их вес и стоимость.
2. В машиностроении из пластика изготавливают: технологическую оснастку; подшипники скольжения; зубчатые и червячные колеса; детали тормозных устройств; рабочие емкости и прочее.
3. В электротехнике многие виды пластмасс используют для производства корпусов приборов, изоляционного материала и др.
4. В строительстве применяют сделанные из пластика несущие конструкции, отделочные и кровельные материалы, вентиляционные устройства, навесы, панели, двери, окна, рабочий инструмент и др.
5. В сельском хозяйстве из пластиковых полупрозрачных листов сооружают теплицы.
6. В медицине большинство аппаратов и приборов состоят из пластмассовых частей и деталей. А многие человеческие органы чаще всего заменяют их пластиковыми аналогами.
7. В быту полно изделий из пластика. Это — посуда, телевизоры, компьютеры, мобильные телефоны, обувь, одежда и др.

Маркировка пластмасс
Умение правильно расшифровывать буквенную маркировку пластика необходимо хотя бы для того, чтобы не нанести непоправимый вред здоровью при пользовании изделиями из этого материала.
Некоторые виды пластика способны медленно разрушать организм человека. Отказаться от них полностью мы не сможем, но уменьшить отрицательное влияние вполне реально.
Внимательно изучайте товар, который планируете купить. Производитель обязан маркировать свои изделия. Если специальное обозначение отсутствует — это должно вас насторожить.
Сами пластмассы не являются канцерогенами, а ими могут быть некоторые вещества в них содержащиеся. Они добавляются производителями для получения тех или иных свойств материала.
Определиться с типом пластика возможно, если на изделии имеется соответствующая маркировка. Обозначение часто наносят в виде треугольника, стороны которого состоят из трех стрелок. Под фигурой – аббревиатура, а внутри – цифра. На промышленных продуктах маркировка обычно выштамповывается в своеобразных скобках. Например, это может выглядеть так: >PCPUR >PP/EPDM

Виды и применение пластмасс
Разновидности пластика и их сфера применения основывается на том, какие полимеры являются базовыми – синтетические или природные. Эти материалы могут быть в виде термопластичных пластмасс (обратимыми по форме) и термореактивными (необратимыми).
Самыми распространенными в производстве и в быту являются следующие виды:
• (1) PET или PETE – лавсан (полиэтилентерефталат). Чаще всего используется при изготовлении упаковок, обивок и одноразовых стаканчиков для холодных напитков. Не рекомендуется повторное применение и изготовление из него детских игрушек.

• (2) HDPE или PE HD – так обозначается полиэтилен высокой плотности и полиэтилен низкого давления. Используют при изготовлении пластиковых пакетов, пищевых контейнеров, посуды, тары для моющих средств, ненагруженных деталей оборудования, покрытий, футляров и фольги. Относительно безопасен, но может выделять токсичное вещество (формальдегид).

• (3) PVC или V — это маркировка поливинилхлорида (или просто — ПВХ). Используется только в технических целях при производстве химического оборудования, различных деталей, элементов напольных покрытий, изоленты, жалюзи, мебели, окон, труб и тары. Эти виды пластмасс при сжигании выделяют много ядовитых веществ.

• (4) LDPE или PEBD – обозначение полиэтилена низкой плотности и высокого давления. Из него изготавливают пакеты, брезент, мусорные мешки, компакт-диски и линолеум. Относительно безопасен для человека, но вреден в плане экологии.

• (5) PP – маркировка полипропилена. Используют для изготовления детских игрушек, пищевых контейнеров, упаковок и медицинских шприцов. Идеальный материал для труб, элементов холодильного оборудования и деталей в автомобильной промышленности. Практически безвреден, хотя в некоторых случаях может выделяться формальдегид – ядовитый для здоровья человека газ.

• (6) PS – полистирол. Из него изготавливают сэндвич-панели, теплоизоляционные строительные плиты, оборудование, изоляционные пленки, стаканчики, чашки, столовые приборы, пищевые контейнеры, лоточки для различных видов продуктов. Не рекомендуется для повторного использования. В случае горения выделяет ядовитый стирол.

• (7) O или OTHER– полиамид, поликарбонат и другие виды пластмасс. Используют в производстве точных деталей машин, радио- и электротехники, аппаратуры, а также при изготовлении бутылок для воды, игрушек, бутылочек для детей и упаковок. При частом нагревании или мытье выделяют вещество (бисфенол А), ведущее к гормональным сбоям в человеческом организме.

В строительстве часто используют следующие виды пластика:
• Полимербетон. Это композиционный материал, созданный на основе термореактивных полимеров на основе эпоксидной смолы. Хрупкость этого пластика нивелируется волокнистыми наполнителями – стекловолокном и асбестом. Полимербетон применяется при изготовлении конструкций, стойких к различным агрессивным средам.

• Стеклопластик – листовой материал из тканей и стеклянных волокон, связанных полимером.

• Напольные материалы – это разные виды вязких жидких составов на основе полимеров и рулонные покрытия. Широко применяется в строительстве поливинилхлоридный линолеум. Он обладает хорошими теплозвукоизоляционными показателями.

К термореактивным видам пластмасс относятся:
• Фенопласт. Применяется для изготовления вилок, розеток, пепельниц корпусов сотовых телефонов, радиоприборов и изделий галантереи.

• Аминопласты. Используют в производстве электротехнических деталей, клея для дерева, пенистых материалов, галантереи и тонких покрытий для украшений.

• Стекловолокниты. Они чаще всего, применяются в машиностроении для изготовления крупногабаритных изделий несложных форм (лодок, кузовов автомобилей, корпусов приборов и пр.) и силовых электротехнических деталей.

• Полиэстеры – на их основе создают части автомобилей, спасательные лодки, корпусы летательных аппаратов, кровельные плиты для крыш, мебель, мачты для антенн, плафоны ламп, удочки, лыжи и палки, защитные каски и др.

• Эпоксидная смола — применяется как изоляционный материал: в трансформаторах, электромашинах и приборах, в радиотехнике (для печатных схем) и при производстве телефонной арматуры.

Производство
Основным сырьем при производстве пластмасс является этилен. С его помощью получают полиэтилен, полистирол и поливинилхлорид.
Нарушение технологии режима полимеризации, ухудшает качество готовой продукции. В ней могут появиться поры в виде пузырьков и разводов. Существуют следующие виды пористости пластмассы: гранулярная, газовая и пористость сжатия. Такие дефекты недопустимы при изготовлении продуктов влияющих на здоровье человека, например съемных протезов. Для их изготовления используются базисные пластмассы (самотвердеющие, при смешивании специального порошка и жидкости, материалы).
Существует несколько основных технологий производства пластмассовых изделий:
1. Технология выдувания. Хорошо разогретая формовочная масса заливается в открытую опоку, после чего ее герметично закрывают. Затем туда подается сжатый воздух, который распыляет горячий пластик по стенкам заданной формы.
2. Формовка посредством вакуума (процесс изготовления проводится с перепадами воздушного давления).
3. Технология литья. Жидкая пластмасса заливается в специальные емкости, в которых происходит охлаждение и формовка материала.
4. Метод экструзии. Размягченную пластичную массу, продавливают через специальные отверстия в приспособление, которое формирует готовое изделие.
5. Прессование. Это самый распространенный способ получения продукции из термоактивных пластмасс. Формование выполняется в специальных опоках под воздействием высокого давления и температуры.
Тонет ли пластик в воде?
По поведению пластика в воде можно определить его вид.
Плотность воды известна – 1,10 г/куб.см. Для разных видов пластмасс она варьируется от 0,90 г/куб.см до 2,21 г/куб.см.
Легче воды только:
1. Полипропилен (0,90 г/куб.см).
2. Полиэтилен высокого давления (0,92 г/куб.см).
3. Полиэтилен низкого давления(0,96 г/куб.см).
Только эти виды пластика будут плавать, остальные пойдут ко дну.
Одним из самых тяжелых видов пластика является фторопласт с плотностью — 2,20 г/куб.см.

Пластмассы - что это такое
Пластмассы
Эта статья написана в начале 70-х видным советским химиком, проф. Еленой Борисовной Тростянской, автором многих работ, учебников и книг по химии полимеров и пластмасс. Однако, за прошедшие более 30 лет статья нисколько не утратила актуальности. Конечно, некоторые приведенные здесь данные об объемах производства пластмасс устарели. Следует отметить так же, что в число лидеров, среди пластмасс, наряду с полиэтиленом и полистиролом, сейчас вошел и полипропилен.
Пластические массы, пластмассы, пластики – материалы, содержащие в своём составе полимер, который в период формования изделий находится в вязкотекучем или высокоэластичном состоянии, а при эксплуатации — в стеклообразном или кристаллическом состоянии. В зависимости от характера процессов, сопутствующих формованию изделий, Пластмассы делят на реактопласты и термопласты. К числу реактопластов относят материалы, переработка в изделия которых сопровождается химической реакцией образования сетчатого полимера — отверждением; при этом пластик необратимо утрачивает способность переходить в вязкотекучее состояние (раствор или расплав). При формовании изделий из термопластов не происходит отверждения, и материал в изделии сохраняет способность вновь переходить в вязкотекучее состояние.
Пластмассы обычно состоят из нескольких взаимно совмещающихся и несовмещающихся компонентов. При этом, помимо полимера, в состав пластмассы могут входить наполнители полимерных материалов, пластификаторы, понижающие температуру текучести и вязкость полимера, стабилизаторы полимерных материалов, замедляющие его старение, красители и др. Пластмассы могут быть однофазными (гомогенными) или многофазными (гетерогенными, композиционными) материалами. В гомогенных пластмассах полимер является основным компонентом, определяющим свойства материала. Остальные компоненты растворены в полимере и способны улучшать те или иные его свойства. В гетерогенных пластмассах полимер выполняет функцию дисперсионной среды (связующего) по отношению к диспергированным в нём компонентам, составляющим самостоятельные фазы. Для распределения внешнего воздействия на компоненты гетерогенного пластика необходимо обеспечить прочное сцепление на границе контакта связующего с частицами наполнителя, достигаемое адсорбцией или химической реакцией связующего с поверхностью наполнителя.
Наполненные пластики
Наполнитель в пластмассе может быть в газовой или конденсированной фазах. В последнем случае его модуль упругости может быть ниже (низкомодульные наполнители) или выше (высокомодульные наполнители) модуля упругости связующего.
К числу газонаполненных пластиков относятся пенопласты — материалы наиболее лёгкие из всех пластмасс; их кажущаяся плотность составляет обычно от 0,02 до 0,8 г/см3.
Низкомодульные наполнители (их иногда называют эластификаторами), в качестве которых используют эластомеры, не понижая теплостойкости и твёрдости полимера, придают материалу повышенную устойчивость к знакопеременным и ударным нагрузкам (см. табл. 1), предотвращают прорастание микротрещин в связующем. Однако коэффициент термического расширения эластифицированных пластмасс выше, а деформационная устойчивость ниже, чем монолитных связующих. Эластификатор диспергируют в связующем в виде частиц размером 0,2—10 мкм. Это достигается полимеризацией мономера на поверхности частиц синтетических латексов, отверждением олигомера, в котором диспергирован эластомер, механическим перетиранием смеси жёсткого полимера с эластомером. Наполнение должно сопровождаться образованием сополимера на границе раздела частиц эластификатора со связующим. Это обеспечивает кооперативную реакцию связующего и эластификатора на внешнее воздействие в условиях эксплуатации материала. Чем выше модуль упругости наполнителя и степень наполнения им материала, тем выше деформационная устойчивость наполненного пластика. Однако введение высокомодульных наполнителей в большинстве случаев способствует возникновению остаточных напряжений в связующем, а следовательно, понижению прочности и монолитности полимерной фазы.
Свойства пластмассы с твёрдым наполнителем определяются степенью наполнения, типом наполнителя и связующего, прочностью сцепления на границе контакта, толщиной пограничного слоя, формой, размером и взаимным расположением частиц наполнителя. Пластмассы с частицами наполнителя малых размеров, равномерно распределёнными по материалу, характеризуются изотропией свойств, оптимум которых достигается при степени наполнения, обеспечивающей адсорбцию всего объёма связующего поверхностью частиц наполнителя. При повышении температуры и давления часть связующего десорбируется с поверхности наполнителя, благодаря чему материал можно формовать в изделия сложных форм с хрупкими армирующими элементами. Мелкие частицы наполнителя в зависимости от их природы до различных пределов повышают модуль упругости изделия, его твёрдость, прочность, придают ему фрикционные, антифрикционные, теплоизоляционные, теплопроводящие или электропроводящие свойства.
Для получения пластмассы низкой плотности применяют наполнители в виде полых частиц. Такие материалы (иногда называемые синтактическими пенами), кроме того, обладают хорошими звуко- и теплоизоляционными свойствами.
Применение в качестве наполнителей природных и синтетических органических волокон, а также неорганических волокон (стеклянных, кварцевых, углеродных, борных, асбестовых), хотя и ограничивает выбор методов формования и затрудняет изготовление изделий сложной конфигурации, но резко повышает прочность материала. Упрочняющая роль волокон в волокнитах, материалах, наполненных химическими волокнами (т. н. органоволокнитах), карбоволокнитах (см. Углеродопласты)и стекловолокнитах проявляется уже при длине волокна 2—4 мм. С увеличением длины волокон прочность возрастает благодаря взаимному их переплетению и понижению напряжений в связующем (при высокомодульном наполнителе), локализованных по концам волокон. В тех случаях, когда это допускается формой изделия, волокна скрепляют между собой в нити и в ткани различного плетения.
Пластмассы, наполненные тканью (текстолиты), относятся к слоистым пластикам, отличающимся анизотропией свойств, в частности высокой прочностью вдоль слоёв наполнителя и низкой в перпендикулярном направлении. Этот недостаток слоистых пластиков отчасти устраняется применением т. н. объёмнотканых тканей, в которых отдельные полотна (слои) переплетены между собой. Связующее заполняет неплотности переплетений и, отверждаясь, фиксирует форму, приданную заготовке из наполнителя.
В изделиях несложных форм, и особенно в полых телах вращения, волокна-наполнители расположены по направлению действия внешних сил. Прочность таких пластмасс в заданном направлении определяется в основном прочностью волокон; связующее лишь фиксирует форму изделия и равномерно распределяет нагрузку по волокнам. Модуль упругости и прочность при растяжении изделия вдоль расположения волокон достигают очень высоких значений (см. табл. 1). Эти показатели зависят от степени наполнения пластмассы.
Для панельных конструкций удобно использовать слоистые пластики с наполнителем из древесного шпона или бумаги, в том числе бумаги из синтетического волокна (см. Древесные пластики, Гетинакс). Значительное снижение массы панелей при сохранении жёсткости достигается применением материалов трёхслойной, или сэндвичевой, конструкции с промежуточным слоем из пенопласта или сотопласта.
Основные виды термопластов
Среди термопластов наиболее разнообразно применение полиэтилена, поливинилхлорида и полистирола, преимущественно в виде гомогенных или эластифицированных материалов, реже газонаполненных и наполненных минеральными порошками или синтетическими органическими волокнами.
Пластмассы на основе полиэтилена легко формуются и свариваются в изделия сложных форм, они устойчивы к ударным и вибрационным нагрузкам, химически стойки, отличаются высокими электроизоляционными свойствами (диэлектрическая проницаемость 2,1—2,3) и низкой плотностью. Изделия с повышенной прочностью и теплостойкостью получают из полиэтилена, наполненного коротким (до 3 мм) стекловолокном. При степени наполнения 20% прочность при растяжении возрастает в 2,5 раза, при изгибе — в 2 раза, ударная вязкость — в 4 раза и теплостойкостью — в 2,2 раза.
Жёсткая пластмасса на основе поливинилхлорида — винипласт, в том числе эластифицированный (ударопрочный), формуется значительно труднее полиэтиленовых пластиков, но прочность её к статическим нагрузкам намного выше, ползучесть ниже и твёрдость выше. Более широкое применение находит пластифицированный поливинилхлорид-пластикат. Он легко формуется и надёжно сваривается, а требуемое сочетание в нём прочности, деформационной устойчивости и теплостойкости достигается подбором соотношения пластификатора и твёрдого наполнителя.
Пластмассы на основе полистирола формуются значительно легче, чем из винипласта, их диэлектрические свойства близки к свойствам полиэтиленовых пластмасс, они оптически прозрачны и по прочности к статическим нагрузкам мало уступают винипласту, но более хрупки, менее устойчивы к действию растворителей и горючи. Низкая ударная вязкость и разрушение вследствие быстрого прорастания микротрещин — свойства, особенно характерные для полистирольных пластиков, устраняются наполнением их эластомерами, т. е. полимерами или сополимерами с температурой стеклования ниже — 40 °С. Эластифицированный (ударопрочный) полистирол наиболее высокого качества получают полимеризацией стирола на частицах бутадиен-стирольного или бутадиен-нитрильного латекса.
Материал, названный АБС, содержит около 15% гель-фракции (блок- и привитые сополимеры полистирола и указанных сополимеров бутадиена), составляющей граничный слой и соединяющей частицы эластомера с матрицей из полистирола. Морозостойкость материала ограничивает температура стеклования эластомера, теплостойкость — температура стеклования полистирола.
Теплостойкость перечисленных термопластов находится в пределах 60—80 °С, коэффициент термического расширения высок и составляет 1 х 10-4, их свойства резко изменяются при незначительном изменении температуры, деформационная устойчивость под нагрузкой низкая. Этих недостатков отчасти лишены термопласты, относящиеся к группе иономеров, например сополимеры этилена, пропилена или стирола с мономерами, содержащими ионогенные группы (обычно ненасыщенные карбоновые кислоты или их соли). Ниже температуры текучести благодаря взаимодействию ионогенных групп между макромолекулами создаются прочные физические связи, которые разрушаются при размягчении полимера. В иономерах удачно сочетаются свойства термопластов, благоприятные для формования изделий, со свойствами, характерными для сетчатых полимеров, т. е. с повышенной деформационной устойчивостью и жёсткостью. Однако присутствие ионогенных групп в составе полимера понижает его диэлектрические свойства и влагостойкость.
Пластмассы с более высокой теплостойкостью (100—130 °С) и менее резким изменением свойств с повышением температуры производят на основе полипропилена, полиформальдегида, поликарбонатов, полиакрилатов, полиамидов, особенно ароматических полиамидов. Быстро расширяется номенклатура изделий, изготавливаемых из поликарбонатов, в том числе наполненных стекловолокном.
Особенно высоки химическая стойкость, прочность к ударным нагрузкам и диэлектрические свойства пластиков на основе политетрафторэтилена и сополимеров тетрафторэтилена (см. Фторопласты). В материалах на основе полиуретанов удачно сочетается износостойкость с морозостойкостью и длительной прочностью в условиях знакопеременных нагрузок. Полиметилметакрилат используют для изготовления оптически прозрачных атмосферостойких материалов.
Отсутствие реакций отверждения во время формования термопластов даёт возможность предельно интенсифицировать процесс переработки. Основные методы формования изделий из термопластов — литьё под давлением, экструзия, вакуумформование и пневмоформование. Поскольку вязкость расплава высокомолекулярных полимеров велика, формование термопластов на литьевых машинах или экструдерах требует удельных давлений 30—130 Мн/м = (300—1300 кгс/см2).
Дальнейшее развитие производства термопластов направлено на создание материалов из тех же полимеров, но с новыми сочетаниями свойств, применением эластификаторов, порошковых и коротковолокнистых наполнителей.
Основные виды реактопластов
После окончания формования изделий из реактопластов полимерная фаза приобретает сетчатую (трёхмерную) структуру. Благодаря этому отверждённые реактопласты имеют более высокие, чем термопласты, показатели по твёрдости, модулю упругости, теплостойкости, усталостной прочности, более низкий коэффициент термического расширения; при этом свойства отверждённых реактопластов не столь резко зависят от температуры. Однако неспособность отвержденных реактопластов переходить в вязкотекучее состояние вынуждает проводить синтез полимера в несколько стадий.
Первую стадию оканчивают получением олигомеров (смол) — полимеров с молекулярной массой 500—1000. Благодаря низкой вязкости раствора или расплава смолу легко распределить по поверхности частиц наполнителя даже в том случае, когда степень наполнения достигает 80—85% (по массе). После введения всех компонентов текучесть реактопласта остаётся настолько высокой, что изделия из него можно формовать заливкой (литьём), контактным формованием, намоткой. Такие реактопласты называются премиксами в том случае, когда они содержат наполнитель в виде мелких частиц, и препрегами, если наполнителем являются непрерывные волокна, ткань, бумага. Технологическая оснастка для формования изделий из премиксов и препрегов проста и энергетические затраты невелики, но процессы связаны с выдержкой материала в индивидуальных формах для отверждения связующего. Если смола отверждается по реакции поликонденсации, то формование изделий сопровождается сильной усадкой материала и в нём возникают значительные остаточные напряжения, а монолитность, плотность и прочность далеко не достигают предельных значений (за исключением изделий, полученных намоткой с натяжением).
Чтобы избежать этих недостатков, в технологии изготовления изделий из смол, отверждающихся по реакции поликонденсации, предусмотрена дополнительная стадия (после смешения компонентов) — предотверждение связующего, осуществляемое при вальцевании или сушке. При этом сокращается длительность последующей выдержки материала в формах и повышается качество изделий, однако заполнение форм из-за понижения текучести связующего становится возможным только при давлениях 25—60 Мн/м2 (250—600 кгс/см2).
Смола в реактопластах может отверждаться самопроизвольно (чем выше температура, тем больше скорость) или с помощью полифункционального низкомолекулярного вещества — отвердителя.
Реактопласты с любым наполнителем изготавливают, применяя в качестве связующего феноло-альдегидные смолы, часто эластифицированные поливинилбутиралем, бутадиен-нитрильным каучуком, полиамидами, поливинилхлоридом (такие материалы называют фенопластами), и эпоксидные смолы, иногда модифицированные феноло- или анилино-формальдегидными смолами или отверждающимися олигоэфирами.
Высокопрочные пластмассы с термостойкостью до 200 °С производят, сочетая стеклянные волокна или ткани с отверждающимися олигоэфирами, феноло-формальдегидными или эпоксидными смолами. В производстве изделий, длительно работающих при 300 °С, применяют стеклопластики или асбопластики с кремнийорганическим связующим; при 300—340 °С — полиимиды в сочетании с кремнезёмными, асбестовыми или углеродными волокнами; при 250—500 °С в воздушной и при 2000—2500 °С в инертной средах — фенопласты или пластики на основе полиамидов, наполненные углеродным волокном и подвергнутые карбонизации (графитации) после формования изделий.
Высокомодульные пластмассы [модуль упругости 250—350 Гн/м2 (25 000—35 000 кгс/мм2)} производят, сочетая эпоксидные смолы с углеродными, борными или монокристаллическими волокнами (см. также Композиционные материалы). Монолитные и лёгкие пластмассы, устойчивые к вибрационным и ударным нагрузкам, водостойкие и сохраняющие диэлектрические свойства и герметичность в условиях сложного нагружения, изготавливают, сочетая эпоксидные, полиэфирные или меламино — формальдегидные смолы с синтетическими волокнами или тканями, бумагой из этих волокон.
Наиболее высокие диэлектрические свойства (диэлектрическая проницаемость 3,5—4,0) характерны для материалов на основе кварцевых волокон и полиэфирных или кремнийорганических связующих.
Древесно-слоистые пластики широко используют в промышленности стройматериалов и в судостроении.
Объём производства и структура потребления пластмасс
Пластические материалы на основе природных смол (канифоли, шеллака, битумов и др.) известны с древних времён. Старейшей пластмассой, приготовленной из искусственного полимера — нитрата целлюлозы, является целлулоид, производство которого было начато в США в 1872. В 1906—10 в России и Германии в опытном производстве налаживается выпуск первых реактопластов — материалов на основе феноло-формальдегидной смолы. В 30-х гг. в СССР, США, Германии и др. промышленно развитых странах организуется производство термопластов — поливинилхлорида, полиметилметакрилата, полиамидов, полистирола. Однако бурное развитие промышленности пластмасс началось только после 2-й мировой войны 1939—45. В 50-х гг. во многих странах начинается выпуск самой крупнотоннажной пластмассы— полиэтилена.
В 1973 мировое производство полимеров для пластических масс достигло ~ 43 млн. т. Из них около 75% приходилось на долю термопластов (25% полиэтилена, 20% поливинилхлорида, 14% полистирола и его производных, 16% прочих пластиков). Существует тенденция к дальнейшему увеличению доли термопластов (в основном полиэтилена) в общем производстве пластмасс.
Хотя доля термореактивных смол в общем выпуске полимеров для пластмасс составляет всего около 25%, фактически объём производства реактопластов выше, чем термопластов, из-за высокой степени наполнения (60—80%) смолы.
Производство пластмасс развивается значительно интенсивнее, чем таких традиционных конструкционных материалов, как чугун и алюминий.
Потребление пластмасс в строительстве непрерывно возрастает. П Это обусловлено не только уникальными физико-механическими свойствами полимеров, но также и их ценными архитектурно-строительными характеристиками. Основные преимущества пластмасс перед др. строительными материалами — лёгкость и сравнительно большая удельная прочность. Благодаря этому может быть существенно уменьшена масса строительных конструкций, что является важнейшей проблемой современного индустриального строительства.
Пластмассы занимают одно из ведущих мест среди конструкционных материалов машиностроения. Потребление их в этой отрасли становится соизмеримым (в единицах объёма) с потреблением стали. Целесообразность использования Пластмассы в машиностроении определяется прежде всего возможностью удешевления продукции. При этом улучшаются также важнейшие технико-экономические параметры машин — уменьшается масса, повышаются долговечность, надёжность и др. Из пластмасс изготовляют зубчатые и червячные колёса, шкивы, подшипники, ролики, направляющие станков, трубы, болты, гайки, широкий ассортимент технологической оснастки и др.
Основные достоинства пластмасс, обусловливающие их широкое применение в авиастроении,— лёгкость, возможность изменять технические свойства в большом диапазоне. Термопласты применяют в производстве элементов остекления, антенных обтекателей, при декоративной отделке интерьеров самолётов и др., пено- и сотопласты — как заполнители высоконагруженных трёхслойных конструкций.
Области применения пластических масс в судостроении очень разнообразны, а перспективы использования практически неограничены. Их применяют для изготовления корпусов судов и корпусных конструкций (главным образом стеклопластики), в производстве деталей судовых механизмов, приборов, для отделки помещений, их тепло-, звуко- и гидроизоляции.
В автомобилестроении особенно большую перспективу имеет применение пластмасс для изготовления кабин, кузовов и их крупногабаритных деталей, т.к. на долю кузова приходится около половины массы автомобиля и ~ 40% его стоимости. Кузова из пластмассы более надёжны и долговечны, чем металлические, а их ремонт дешевле и проще. Однако, пластмассы не получили ещё большого распространения в производстве крупногабаритных деталей автомобиля, главным образом из-за недостаточной жёсткости и сравнительно невысокой атмосферостойкости. Наиболее широко пластмассы применяют для внутренней отделки салона автомобиля. Из них изготовляют также детали двигателя, трансмиссии, шасси. Огромное значение, которое пластмассы играют в электротехнике, определяется тем, что они являются основой или обязательным компонентом всех элементов изоляции электрических машин, аппаратов и кабельных изделий. Пластмассы часто применяют и для защиты изоляции от механических воздействий и агрессивных сред, для изготовления конструкционных материалов и др.
Лит.: Энциклопедия полимеров, т, 1—2, М., 1972—74; Технология пластических масс, под ред. В. В. Коршака, М., 1972; Лосев И. П., Тростянская Е. Б., Химия синтетических полимеров, 3 изд., М., 1971; Пластики конструкционного назначения, под ред. Е. Б. Тростянской, М., 1974.
Пластик (материал) - это... Что такое Пластик (материал)?
Цепочки молекул полипропилена.
Предметы быта, полностью или частично сделанные из пластмассы
Пластма́ссы (пласти́ческие ма́ссы, пла́стики) — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
Исключительно широкое применение получили пластмассы на основе синтетических полимеров. Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формоваться и сохранять после охлаждения или отверждения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на термопласты и реактопласты.
Получение Іі
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами, причем производство бумаги является наиболее энерго- и капиталоемким процессом. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные и меломиноформальдегидные (их производят из карбомида, они более дорогостоящие). Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Пластик состоит из нескольких слоев. Защитный слой – оверлей – практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меломиноформальдегидной смолой. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Свойства
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкой электрической и тепловой проводимостью, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др., а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Термопласты (термопластичные пластмассы) при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50 — 250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 Х 15 Х 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 Х 15 мм, равное 50 кгс/кв.см, разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм. переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг.) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Методы переработки
Литье, Литье под давлением, Экструзия, Прессование, Виброформование, Вспенивание, Отливка, Вакуумная формовка и пр.
Механическая обработка пластмасс.
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
При токарной обработке не рекомендуют применять подачи более 0,3-0,5 мм/об. Скорость резания при пользовании резцами из твердых сплавов может составлять 60-100 м/мин., а при пользовании резцами из быстрорежущей стали – 30-40 м/мин.
Угол резания резцов 85-90°; при обдирочных работах этот угол может быть 85°.
Величина заднего угла резца не должна превышать 10-12°; лишь при обдирке можно его увеличивать до 15°. Вершину резца закругляют, причем радиус закругления должен быть 3-4 мм. Угол наклона режущей кромки 4-5°.
Для распиливания слоистых пластических масс применяют ленточные пилы, дисковые пилы и карборундовые круги.
Ленточными пилами можно пользоваться для распиливания по прямой линии плит толщиной до 25 мм, причем скорость пилы составляет 1200-2000 м/мин. Зубья пил должны быть конусными, по 3 зуба на 1 пог. см. Зубья затачивают поперек и разводят так, чтобы ширина пропила была равна, по крайней мере, двойной толщине пилы.
Дисковыми пилами можно резать пластмассы толщиной до 50мм. Скорость вращения 2000-3000 об/мин. при диаметре пилы 330 мм.
Карборундовые круги применяют для распиливания особо твердых материалов.
Для сверления пластмасс рекомендуют пользоваться перовыми сверлами из быстрорежущей стали со шлифованными режущими кромками. Угол заострения для слоистых материалов при обработке параллельно слоям 100-125°, а для пластмасс, обрабатываемых перпендикулярно слоям, для карболита и других – 55-70°. Скорость резания 30-40 м/мин., подача 0,2-0,34 мм/об.
При сверлении слоистой пластмассы вдоль слоев, чтобы предупредить растрескивание материала, подача не должна превышать 0,25 мм/об., материал же надо заживать в тисках для предупреждения выламывания; сверление отверстий диаметром более 20 мм рекомендуют заменять растачиванием на токарном станке. Сверло надлежит время от времени извлекать из отверстия, давая возможность охладиться как инструменту, так и обрабатываемому материалу.
Просверленные отверстия обычно оказываются меньше диаметра сверла на 0,03-0,06 мм.
Для фрезерования плоскостей, пазов, канавок и пр. применяют фрезы с простым зубом. Скорость резания для торцовых фрез 46-52 м/мин., а для фасонных - 24-27 м/мин. Средняя величина подачи 0,1 мм/об. Отверстия в слоистом материале удовлетворительно пробиваются при нормальной температуре (комнатной) обычным вырубным штампом. Зазор между пуансоном и матрицей должен быть минимальный (около 0,1 мм). Слоистые материалы толщиной 3,5-5 мм удовлетворительно пробиваются лишь в нагретом до 90-100° виде. Для нагревания обрабатываемого материала пользуются масляными ваннами. Расстояние между соседними отверстиями должно составлять не менее двойной толщины материалов.
Шлифовку пластических масс производят стеклянной шкуркой, прикрепляемой к деревянному кругу, причем скорость вращения должна быть около 7м/сек.
Изделия простой формы полируют фланелевым кругом, не применяя полировочных составов. Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Источники
1. Дзевульский В.М. Технология металлов и дерева. - М.: Государственное издательство сельскохозяйственной литературы. 1995. 2. ЗАО "ТУКС". Пластические массы (пластмассы) (11.11.2008). Проверено 11 ноября 2008.
См. также
Ссылки
Wikimedia Foundation. 2010.
получение пластмасс, состав, свойства, свариваемость
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Состав и свойства
Получение пластмасс
Пластмассы — это материалы, полученные на основе синтетических или естественных полимеров (смол). Синтезируются полимеры путем полимеризации или поликонденсации мономеров в присутствии катализаторов при строго определенных температурных режимах и давлениях.
В полимер с различной целью могут вводиться наполнители, стабилизаторы, пигменты, могут составляться композиции с добавкой органических и неорганических волокон, сеток и тканей.
Таким образом, пластмассы в большинстве случаев являются многокомпонентными смесями и композиционными материалами, у которых технологические свойства, в том числе и свариваемость, в основном определяются свойствами полимера.
В зависимости от поведения полимера при нагревании различают два вида пластмасс — термопласты, материалы, которые могут многократно нагреваться и переходить при этом из твердого в вязко-текучее состояние, и реактопласты, которые могут претерпевать этот процесс лишь однократно.
Особенности строения
Пластмассы (полимеры) состоят из макромолекул, в которых более или менее регулярно чередуется большое число одинаковых или неодинаковых атомных группировок, соединенных химическими связями в длинные цепи, по форме которых различают линейные полимеры, разветвленные и сетчато-пространственные.
По составу макромолекул полимеры делятся на три класса:
1) карбоцепные, основные цепи которых построены только из углеродных атомов;
2) гетероцепные, в основных цепях которых, кроме атомов углерода, содержатся атомы кислорода, азота, серы;
3) элементоорганические полимеры, содержащие в основных цепях атомы кремния, бора, алюминия, титана и других элементов.
Макромолекулы обладают гибкостью и способны изменять форму под влиянием теплового движения их звеньев или электрического поля. Это свойство связано с внутренним вращением отдельных частей молекулы относительно друг друга. Не перемещаясь в пространстве, каждая макромолекула находится в непрерывном движении, которое выражается в смене ее конформаций.
Гибкость макромолекул характеризует величина сегмента, т. е. число звеньев в ней, которые в условиях данного конкретного воздействия на полимер проявляют себя как кинетически самостоятельные единицы, например в поле ТВЧ как диполи. По реакции к внешним электрическим полям различают полярные (ПЭ, ПП) и неполярные (ПВХ, полиаксилонитрил) полимеры. Между макромолекулами действуют силы притяжения, вызванные ван-дер-ваальсовым взаимодействием, а также водородными связями, ионным взаимодействием. Силы притяжения проявляются при сближении макромолекул на 0,3—0,4 им.
Полярные и неполярные полимеры (пластмассы) между собой несовместимы — между их макромолекулами не возникает взаимодействия (притяжения), т. е. они между собой не свариваются.
Надмолекулярная структура, ориентация
По структуре различают два вида пластмасс — кристаллические и аморфные. В кристаллических в отличие от аморфных наблюдается не только ближний, но и дальний порядок. При переходе из вязко-текучего состояния в твердое макромолекулы кристаллических полимеров образуют упорядоченные ассоциации-кристаллиты преимущественно в виде сферолитов (рис. 37.1). Чем меньше скорость охлаждения расплава термопласта, тем крупнее вырастают сферолиты. Однако и в кристаллических полимерах всегда остаются аморфные участки. Изменяя скорость охлаждения, можно регулировать структуру, а следовательно, и свойства сварного соединения.

Резкое различие продольных и поперечных размеров макромолекул приводит к возможности существования специфического для полимеров ориентированного состояния. Оно характеризуется расположением осей цепных макромолекул преимущественно вдоль одного направления, что приводит к проявлению анизотропии свойств изделия из пластмассы. Получение ориентированных пластмасс осуществляется путем их одноосной (5—10-кратной) вытяжки при комнатной или повышенной температуре. Однако при нагреве (в том числе и при сварке) эффект ориентации снижается или исчезает, так как макромолекулы вновь принимают термодинамически наиболее вероятные конфигурации (конформации) благодаря энтропийной упругости, обусловленной движением сегментов.
Реакция пластмасс на термомеханический цикл
Все конструкционные термопласты при нормальных температурах находятся в твердом состоянии (кристаллическом или застеклованном). Выше температуры стеклования (Тст) аморфные пластмассы переходят в эластическое (резиноподобное) состояние. При дальнейшем нагреве выше температуры плавления (Tпл) кристаллические полимеры переходят в аморфное состояние. Выше температуры текучести ТT и кристаллические, и аморфные пластмассы переходят в вязкотекучее состояние Все эти изменения состояния обычно описываются термомеханическими кривыми (рис. 37.2), являющимися важнейшими технологическими характеристиками пластмасс. Образование сварного соединения происходит в интервале вязкотекучего состояния термопластов. Реактопласты при нагреве выше ТT претерпевают радикальные процессы и в отличие от термопластов образуют пространственные полимерные сетки, не способные к взаимодействию без их разрушения, на что требуется применение специальных химических присадок.
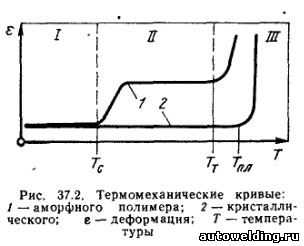
Основные пластмассы для сварных конструкций
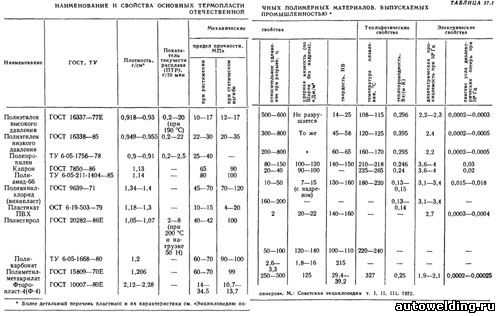
Наиболее распространенными конструкционными пластмассами являются группы термопластов на основе полиолефинов: полиэтилена высокого и низкого давления, полипропилена, полиизобутилена.
Полиэтилен [..—СН2—СН2—...]n высокого и низкого давления — кристаллические термопласты, отличающиеся между собой прочностью, жесткостью, температурой текучести. Полипропилен [—СН2—СН(СН3)—]n более температуростоек, чем полиэтилен, и обладает большей прочностью и жесткостью.
В значительных объемах используются хлорсодержащие пластики на основе полимеров и сополимеров винилхлорида и винилиденхлорида.
Поливинилхлорид (ПВХ) [—(СН2—СНСl—)]n — аморфный полимер линейного строения, в исходном состоянии является жестким материалом При добавке к нему пластификатора можно получить очень пластичный и хорошо сваривающийся материал — пластикат. Из жесткого ПВХ — винипласта — изготавливают листы, трубы, прутки, а из пластиката — пленку, шланги и другие изделия. Из ПВХ изготавливаются также вспененные материалы (пенопласты).
Значительную группу полимеров и пластмасс на их основе составляют полиамиды, содержащие в цепи макромолекул амидные группы [—СО—Н—]. Это в большинстве кристаллические термопласты с четко выраженной температурой плавления. Отечественная промышленность выпускает главным образом алифатические полиамиды, используемые для изготовления волокон, отливки деталей машин, получения пленок. К полиамидам относятся, в частности, широко известные поликапролактам и полнамид-66 (капрон).
Наибольшую известность из группы фторлонов получил политетрафтор-этилен-фторлон-4 (фторопласт 4). В отличие от других термопластов при нагреве он не переходит в вязкотекучее состояние даже при температуре деструкции (около 415°С), поэтому его сварка требует особых приемов. В настоящее время химической промышленностью освоен выпуск хорошо сваривающихся плавких фторлонов; Ф-4М, Ф-40, Ф-42 и др. Сварные конструкции из фторсодержащих пластиков обладают исключительно высокой стойкостью к агрессивным средам и могут воспринимать рабочие нагрузки в широком диапазоне температур.
На основе акриловой и метакриловой кислоты производятся акриловые пластики. Наиболее известная в практике производная на их основе — пластмасса полнметилметакрилат (торговая марка «плексиглас»). Эти пластики, обладающие высокой прозрачностью, используются как светопроводящие изделия (в виде листа, прутков и т. д.) Нашли применение также сополимеры метилметакрилата и акрилонитрила, которые обладают большей прочностью и твердостью. Все пластики этой группы хорошо свариваются.
Хорошей прозрачностью отличается группа пластиков на основе полистирола. Этот линейный термопласт хорошо сваривается тепловыми способами.
Для изготовления сварных конструкций преимущественно в электротехнической промышленности используют сополимеры стирола с метилстиролом, акрилонитрилом, метилметакрилатом и, в частности, акрилонитрилбутадиенстирольные (АБС) пластики. Последние отличаются от хрупкого полистирола более высокой ударной прочностью и теплостойкостью.
В сварных конструкциях находят применение пластмассы на основе поликарбонатов — сложных полиэфиров угольной кислоты. Они обладают более высокой вязкостью расплава, чем другие термопласты, однако свариваются удовлетворительно. Из них изготавливают пленки, листы, трубы и различные детали, в том числе декоративные. Характерными особенностями являются высокие диэлектрические и поляризационные свойства.
Формообразование деталей из пластмасс
Термопласты поставляются для переработки в гранулах размером 3—5 мм. Основными технологическими процессами изготовления полуфабрикатов и деталей из них являются: экструзия, литье, прессование, каландрирование, производимые в температурном интервале вязкотекучего состояния.
Трубопроводы из полиэтиленовых и поливинилхлоридных труб применяют для транспорта агрессивных продуктов, в том числе нефти и газа с содержанием сероводорода и углекислоты и химических (неароматических) реагентов в химическом производстве. Резервуары и цистерны для перевозки кислот и щелочей, травильные ванны и другие сосуды облицовываются пластмассовыми листами, соединяемыми с помощью сварки Герметизация пластикатом помещений, загрязняемых изотопами, покрытие полов линолеумом также осуществляются с помощью сварки. Консервация пищевых продуктов в тубы, коробки и банки, упаковка товаров и почтовых посылок резко ускоряются с применением сварки.
Машиностроительные детали. В химическом машиностроении свариваются корпуса и лопатки различного рода смесителей, корпуса и роторы насосов для перекачки агрессивных сред, фильтры, подшипники и прокладки из фторопласта, из полистирола сваривается осветительная арматура, из капрона неэлектропроводные шестерни, валики, муфточки, штоки, из фторлона — несмазывающиеся подшипники, вытеснители топлива и т д.
Оценка свариваемости пластмасс
Основные стадии процесса сварки
Процесс сварки термопластов состоит в активации свариваемых поверхностей деталей, либо находящихся уже в контакте (сварка ТВЧ, СВЧ), либо приводимых в контакт после (сварка нагретым инструментом, газом, ИК-излучением и т. д.) или одновременно с активизацией (сварка трением, УЗ-сварка).
При плотном контакте активированных слоев должны реализоваться силы межмолекулярного взаимодействия.
В процессе образования сварных соединений (при охлаждении) происходит формирование надмолекулярных структур в шве, а также развитие полей собственных напряжений и их релаксация. Эти конкурирующие процессы определяют конечные свойства сварного соединения. Технологическая задача сварки состоит в том, чтобы максимально приблизить по свойствам шов к исходному — основному материалу.
Механизм образования сварных соединений
Реологическая концепция. Согласно реологической концепции, механизм образования сварного соединения включает два этапа — на макроскопическом и микроскопическом уровнях. При сближении под давлением активированных тем или иным способом поверхностей соединяемых деталей вследствие сдвиговых деформаций происходит течение расплава полимера. В результате этого удаляются из зоны контакта ингредиенты, препятствующие сближению и взаимодействию ювенильных макромолекул (эвакуируются газовые, окисленные прослойки). Вследствие разности скоростей течения расплава не исключено и перемешивание макрообъемов расплава в зоне контакта. Только после удаления или разрушения дефектных слоев в зоне контакта, когда ювенильные макромолекулы сблизятся на расстояния действия Ван-дер-Ваальсовых сил, возникает взаимодействие (схватывание) между макромолекулами слоев соединяемых поверхностей деталей. Этот аутогезионный процесс происходит на микроуровне. Он сопровождается взаимодиффузией макромолекул, обусловленной энергетическим потенциалом и неравномерностью градиента температур в зоне свариваемых поверхностей.
Итак, чтобы образовалось сварное соединение двух поверхностей, необходимо прежде всего обеспечить течение расплава в этой зоне.
Течение расплава в зоне сварки зависит от его вязкости: чем меньше вязкость, тем активнее происходят сдвиговые деформации в расплаве — разрушение и удаление дефектных слоев на контактирующих поверхностях, тем меньшее давление необходимо прилагать для соединения деталей.
Вязкость расплава в свою очередь зависит от природы пластмассы (молекулярной массы, разветвленности макромолекул полимера) и температуры нагрева в интервале вязкотекучести. Следовательно, вязкость может служить одним из признаков, определяющих свариваемость пластмассы: чем она меньше в интервале вязкотекучести, тем лучше свариваемость и, наоборот, чем больше вязкость, тем сложнее разрушить и удалить из зоны контакта ингредиенты, препятствующие взаимодействию макромолекул. Однако нагрев для каждого полимера ограничен определенной температурой деструкции Тд, выше которой происходит его разложение — деструкция. Термопласты различаются по граничным значениям температурного интервала вязкотекучести, т. е. между температурой их текучести ТT и деструкции Тд (табл. 37.2).
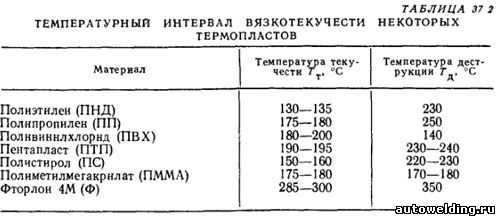
Классификация термопластов по их свариваемости. Чем шире интервал вязкотекучести термопласта (рис. 37.3), тем практически проще получить качественное сварное соединение, ибо отклонения по температуре в зоне шва отражаются менее на величине вязкости. Наряду с интервалом вязкотекучести и минимальным уровнем в нем значений вязкости заметную роль играет в реологических процессах при образовании шва градиент изменения вязкости в этом интервале. За количественные показатели свариваемости приняты: температурный интервал вязкотекучести ΔT, минимальное значение вязкости ηmin и градиент изменения вязкости в этом интервале.
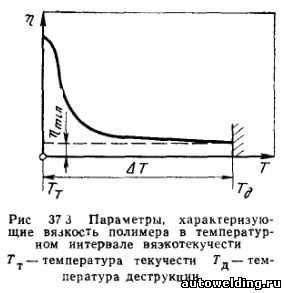
По свариваемости все термопластичные пластмассы можно разбить по этим показателям на четыре группы (табл. 37.3).
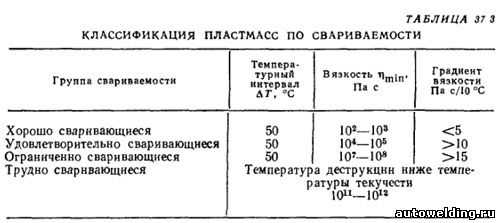
Сварка термопластичных пластмасс возможна, если материал переходит в состояние вязкого расплава, если его температурный интервал вязкотекучести достаточно широк, а градиент изменения вязкости в этом интервале минимальный, так как взаимодействие макромолекул в зоне контакта происходит по границе, обладающей одинаковой вязкостью.
В общем случае температура сварки назначается, исходя из анализа термомеханической кривой для свариваемой пластмассы, принимаем ее на 10—15° ниже Тд. Давление принимается такое, чтобы эвакуировать расплав поверхностного слоя в грат либо разрушить его, исходя из конкретной глубины проплавления и теплофизических показателей свариваемого материала. Время выдержки tCB определяется исходя из достижения квазистационарного состояния оплавления и проплавления либо по формуле
где t0 — константа, имеющая размерность времени и зависящая от толщины соединяемого материала и способа нагрева; Q — энергия активации; R — газовая постоянная; Т — температура сварки.
При экспериментальной оценке свариваемости пластмасс фундаментальным показателем является длительная прочность сварного соединения, работающего в конкретных условиях по сравнению с основным материалом.
Испытываются образцы, вырубленные из сварного соединения, на одноосное растяжение. При этом временной фактор моделируется температурой, т. е. используется принцип температурно-временной суперпозиции, основанный на допущении, что при данном напряжении связь между длительной прочностью к температурой однозначна (метод Ларсона-Миллера).
Методы повышения свариваемости
Схемы механизма образования сварных соединений термопластов. Повышение их свариваемости может производиться за счет расширения температурного интервала вязкотекучести, интенсификации удаления ингредиентов или разрушения дефектных слоев в зоне контакта, препятствующих сближению и взаимодействию ювенильных макромолекул.
Возможно несколько путей:
введение в зону контакта присадки в случае недостаточного количества расплава (при сварке армированных пленок), при сварке разнородных термопластов присадка по составу должна обладать сродством к обоим свариваемым материалам;
введение в зону сварки растворителя или более пластифицированной присадки;
принудительное перемешивание расплава в шве путем смещения соединяемых деталей не только вдоль линии осадки, но и возвратно-поступательно поперек шва на 1,5—2 мм или наложением ультразвуковых колебаний. Активизация в зоне контакта перемешивания расплава может производиться после оплавления стыкуемых кромок нагревательным инструментом, имеющим ребристую поверхность. Свойства сварного соединения могут быть улучшены последующей термической обработкой соединения. При этом снимаются не только остаточные напряжения, но возможно исправление структуры в шве и околошовной зоне, особенно у кристаллических полимеров. Многие из изложенных мероприятий приближают свойства сварных соединений к свойствам основного материала.
При сварке ориентированных пластмасс во избежание потери их прочности вследствие переориентации при нагреве до вязко-текучего состояния полимера применяют химическую сварку, т. е. процесс, при котором в зоне контакта реализуются радикальные (химические) связи между макромолекулами. Химическую сварку применяют и при соединении реактопластов, детали из которых не могут переходить при повторном нагреве в вязкотекучее состояние. Для инициирования химических реакций в зону соединения при такой сварке вводят различные реагенты в зависимости от соединяемого вида пластмасс. Процесс химической сварки, как правило, производится при нагреве места сварки.
Волченко В.Н. Сварка и свариваемые материалы т.1. -M. 1991
См. также:
Что такое пластик и из чего его делают?
Нашу цивилизацию можно назвать цивилизацией пластика: разнообразные виды пластмасс и полимерных материалов можно встретить буквально повсюду.
Однако обычный человек вряд ли хорошо представляет себе, что такое пластик и из чего его делают.
Что такое пластик?
В настоящее время пластиками, или пластмассами, называют целую группу материалов искусственного (синтетического) происхождения. Их производят путём цепочки химических реакций из органического сырья, преимущественно из природного газа и тяжёлых фракций нефти. Пластики представляют собой органические вещества с длинными полимерными молекулами, которые состоят из соединённых между собой молекул более простых веществ.
Изменяя условия полимеризации, химики получают пластики с нужными свойствами: мягкие или твёрдые, прозрачные или непрозрачные и т.д. Пластики сегодня используются буквально во всех сферах жизни, от производства компьютерной техники до ухода за маленькими детьми.
Как были изобретены пластмассы?
Первый в мире пластик был изготовлен в английском городе Бирмингем специалистом-металлургом А. Парксом. Это случилось в 1855 году: изучая свойства целлюлозы, изобретатель обработал её азотной кислотой, благодаря чему запустил процесс полимеризации, получив нитроцеллюлозу. Созданное им вещество изобретатель назвал собственным именем – паркезин. Паркс открыл собственную компанию по производству паркезина, который вскоре стали называть искусственной слоновой костью. Однако качество пластика было низким, и компания вскоре разорилась.
В дальнейшем технология была усовершенствована, и выпуск пластика продолжил Дж.У. Хайт, который назвал свой материал целлулоидом. Из него изготавливались самые разные товары, от воротничков, которые не нуждались в стирке, до бильярдных шаров.
В 1899 году был изобретён полиэтилен, и интерес к возможностям органической химии многократно вырос. Но до середины ХХ века пластики занимали довольно узкую нишу рынка, и только создание технологии производства ПВХ позволило изготавливать из них широчайший спектр бытовых и промышленных изделий.
Разновидности пластиков
В настоящее время промышленностью выпускается и используется множество разновидностей пластиков.
По своему составу пластмассы подразделяются на:
— листовые термопластические массы – оргстекло, винилпласты, состоящие из смол, пластификатора и стабилизатора;
— слоистые пластики, армированные одним или несколькими слоями бумаги, стеклоткани и т.д.;
— волокниты – пластики, армированные стекловолокном, асбестовым волокном, хлопчатобумажным и т.д.;
— литьевые массы – пластики, не имеющие в составе других компонентов, кроме полимерных соединений;
— пресс-порошки – пластики с порошкообразными добавками.
По типу полимерного связующего пластики подразделяются на:
— фенопласты, которые изготавливаются из фенолформальдегидных смол;
— аминопласты, изготавливаемые из меламинформальдегидных и мочевиноформальдегидных смол;
— эпоксипласты, использующие в качестве связующего эпоксидные смолы.
По внутренней структуре и свойствам пластики делятся на две большие группы:
— термопласты, которые при нагреве плавятся, но после охлаждения сохраняют свою первоначальную структуру;
— реактопласты, с исходной структурой линейного типа, при отверждении приобретающие сетчатую структуру, но при повторном нагреве полностью теряющие свои свойства.
Термопласты могут использоваться неоднократно, для этого их достаточно измельчить и расплавить. Реактопласты по рабочим качествам, как правило, несколько лучше термопластов, но при сильном нагреве их молекулярная структура разрушается и в дальнейшем не восстанавливается.
Из чего делают пластики?
Исходным сырьём для подавляющего большинства видов пластиков служат уголь, природный газ и нефть. Из них путём химических реакций выделяют простые (низкомолекулярные) газообразные вещества – этилен, бензол, фенол, ацетилен и др., которые затем в ходе реакций полимеризации, поликонденсации и полиприсоединения превращаются в синтетические полимеры. Превосходные свойства полимеров объясняются наличием высокомолекулярных связей с большим числом исходных (первичных) молекул.
Некоторые этапы производства полимеров представляют собой сложные и чрезвычайно опасные для окружающей среды процессы, поэтому производство пластиков становится доступным лишь на высоком технологическом уровне. При этом конечные продукты, т.е. пластмассы, как правило, абсолютно нейтральны и не оказывают никакого негативного воздействия на здоровье людей.
Виды и типы пластика, классификация пластика. Что за материал используется при производстве пластиковых тар. Пластмасса
Что за материал используется при производстве пластиковых тар. Чем пластики отличаются друг от друга? Пластмасса
Сдача пластика на переработку – это единственный правильный способ его утилизации без причинения вреда здоровью человека, животным и окружающей среде в целом. Из 1 кг переработанного пластика получается 0,8 кг готового к дальнейшей эксплуатации вторсырья.
Что за цифры внутри треугольника обозначающего пластик. Что за материал внутри треугольника.
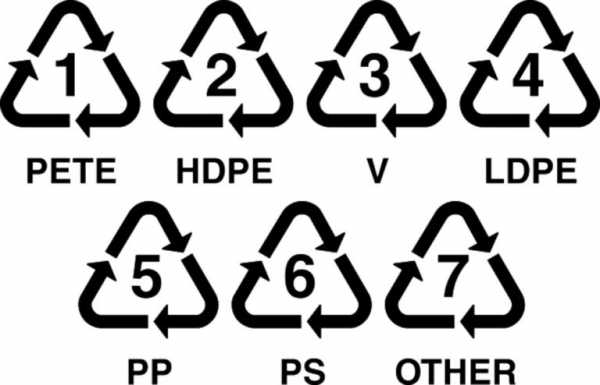
Описание пластиков, идущих в переработку.
1. PET или PETE (код PETE, иногда PET и цифра 1.) — полиэтилентерефталат (пластмасса ПЭТ или ПЭТФ). Что за материал, из которого делают пластиковые бутылки. Они могут выделять в жидкость тяжелые металлы и вещества, влияющие на гормональный баланс человека. ПЭТ — самый часто используемый в мире тип пластмассы. Важно помнить, что он предназначен для ОДНОРАЗОВОГО использования. Если вы в такую бутылку наливаете свою воду, то готовьтесь к тому, что в ваш организм могут попасть некоторые щелочные элементы и слишком большое количество бактерий, который буквально обожают ПЭТы.
2. HDPE— полиэтилен высокой плотности низкого давления (пластмасса ПНД) . Это очень хороший пластик, который не выделяет практически никаких вредных веществ. Специалисты рекомендуют, если это возможно, покупать воду именно в таких бутылках.
Это жесткий тип пластика, который чаще всего используется для хранения молока, игрушек, моющих средств и при производстве некоторого количества пластиковых пакетов. Что за материал, из которого делают большинство спортивных и туристических многоразовых бутылок изготавливаются именно из этого типа пластика.
3. PVC— поливинилхлорид (пластмасса ПВХ). Вещи из этого материала выделяют по меньшей мере два опасных химиката. Оба оказывают негативное влияние на ваш гормональный баланс. Это мягкий, гибкий пластик, который обычно используется для хранения растительного масла и детских игрушек. Из него же делают блистерные упаковки для бесчисленного множества потребительских товаров. Что за материал используется для обшивки компьютерных кабелей. Из него делают пластиковые трубы и детали для сантехники. PVC относительно невосприимчив к прямым солнечным лучам и погоде, поэтому из него часто еще делают оконные рамы и садовые шланги. Тем не менее эксперты рекомендуют воздержаться от его покупки, если вы можете найти альтернативу. Этот пластик повторно НЕ ПЕРЕРАБАТЫВАЕТСЯ в нашей стране, его использование по меньше мере не экологично.
4. LDPE — полиэтилен низкой плотности высокого давления (пластмасса ПВД). Что за материал используется и при производстве бутылок, и при производстве пластиковых пакетов. Он не выделяет химические вещества в воду, которую хранит. Но безопасен он в случае только с тарой для воды. Пакеты в продуктовом магазине из него лучше не покупать: можете съесть не только то, что купили, но и некоторые весьма и весьма опасные для вашего сердца химикаты.
5. PP - полипропилен (пластмасса ПП). Этот пластик имеет белый цвет или полупрозрачные тона. Что за материал используется в качестве упаковки для сиропов и йогурта. Полипропилен ценится за его термоустойчивость. Когда он нагревается, то не плавится. Относительно безопасен.
6. PS - полистирол (пластмасса ПС). Что за материал часто используется при производстве кофейных стаканчиков и контейнеров для быстрого питания. При нагревании, однако, выделяет опасные химические соединения. Полистирол — это недорогой, легкий и достаточно прочный вид пластика, который СОВСЕМ НЕ ГОДИТСЯ для хранения ГОРЯЧЕЙ ЕДЫ и напитков. Помните об этом используя одноразовую посуду, практически вся она изготавливается из полистирола. Если нет возможности отказаться от одноразовой посуды, лучше отдать приоритет посуде изготовленной из бумаги.
7. OTHER или О - прочие. К этой группе относится любой другой пластик, который не может быть включен в предыдущие группы.
ПВХ можно отличить по признакам:
- при сгибании на линии сгиба появляется белая полоса;
- бутылки из ПВХ бывают синего или голубого цвета;
- шов на дне бутылки имеет два симметричных наплыва.
Определение вида пластика ( полимера, пластмасса ) по горению с помощью зажигалки
| Вид полимера
| Характеристики горения
| Химическая стойкость | |||
| Горючесть
| Окраска пламени
| Запах продуктов горения
| К кислотам
| К щелочам
| |
| ПВД
| Горит в пламени и при удалении | Внутри синеватая, без копоти | Горящего парафина | Отличная | Хорошая |
| ПНД
| Горит в пламени и при удалении | Внутри синеватая, без копоти | Горящего парафина | Отличная | Хорошая |
| ПП
| Горит в пламени и при удалении | Внутри синеватая, без копоти | Горящего парафина | Отличная | Хорошая |
| ПВХ
| Трудно воспламеняется и гаснет | Зеленоватая с копотью | Хлористого водорода | Хорошая | Хорошая |
| ПС
| Загорается и горит вне пламени | Желтоватая с сильной копотью | Сладковатый, неприятный | Отличная | Хорошая |
| ПА
| Горит и самозатухает | Голубая, желтоватая по краям | Жженого рога или пера | Плохая | Хорошая |
| ПК
| Трудно воспламеняется и гаснет | Желтоватая с копотью | Жженой бумаги | Хорошая | Плохая |
Внешний вид полимера пластика пластмасса
| Вид полимера
| Механические признаки
| Состояние поверхности на ощупь
| Цвет
| Прозрачность
| Блеск
| |||
| ПВД
| Мягкая, эластичная, стойкая к раздиру | Маслянистая, гладкая | Бесцветная | Прозрачная | Матовая | |||
| ПНД
| Жестковатая, стойкая к раздиру | Слегка маслянистая, гладкая, слабо шуршащая | Бесцветная | Полупрозрачная | Матовая | |||
| ПП
| Жестковатая, слегка эластичная, стойкая к раздиру | Сухая, гладкая | Бесцветная | Прозрачная или полупрозрачная | Средний | |||
| ПВХ
| Жестковатая, стойкая к раздиру | Сухая, гладкая | Бесцветная | Прозрачная | Средний | |||
| ПС
| Жесткая, стойкая к раздиру | Сухая, гладкая, сильно шуршащая | Бесцветная | Прозрачная | Высокий | |||
| ПА
| Жесткая, слабо стойкая к раздиру | Сухая, гладкая | Бесцветная или светло-желтая | Полупрозрачная | Слабый | |||
| ПК
| Жесткая, слабо стойкая к раздиру | Сухая, гладкая, сильно шуршащая | Бесцветная, с желтоватым или голубоватым оттенком | Высоко-прозрачная | Высокий | |||
Физико-механические характеристики полимера (источник http://techno-r.com) пластмасса
| Вид полимера
| Физико-механические характеристики при 20°C
| ||||||
| Плотность, кг/м3 | Прочность при разрыве, МПа | Относит-ое удлинение при разрыве,% | Прониц-мость по водяным парам, г/м2 за 24 часа | Прониц-мость по кислороду, см3/(м2хатм) за 24 часа | Прониц-мость по CO2, см3/(м2хатм) за 24 часа | Температура плавления, °C | |
| ПВД
| 910-930 | 10-16 | 150-600 | 15-20 | 6500-8500 | 30000-40000 | 102-105 |
| ПНД
| 940-960 | 20-32 | 400-800 | 4-6 | 1600-2000 | 8000-10000 | 125-138 |
| ПП
| 900-920 | 30-35 | 200-800 | 10-20 | 300-400 | 9000-11000 | 165-170 |
| ПВХ
| 1370-1420 | 47-53 | 30-100 | 30-40 | 150-350 | 450-1000 | 150-200 |
| ПС
| 1050-1100 | 60-70 | 18-22 | 50-150 | 4500-6000 | 12000-14000 | 170-180 |
| ПА
| 1100-1150 | 50-70 | 200-300 | 40-80 | 400-600 | 1600-2000 | 220-230 |
| ПК
| 1200 | 62-74 | 20-80 | 70-100 | 4000-5000 | 25000-30000 | 225-245 |
Что означает цифра в треугольничке как штамп на пластиковой бутылке.
По материалам сайта http://nazarovsystems.com
Определить вид пластмассы, если имеется маркировка, достаточно легко – а как быть, если никакой маркировки нет, а узнать, из чего сделана вещь - необходимо?! Для быстрого и качественного распознавания различных видов пластмасс достаточно немного желания и практического опыта. Методика достаточно проста: анализируются физико-механические особенности пластмасс (твердость, гладкость, эластичность и т. д.) и их поведение в пламени спички (зажигалки).Может показаться странным, но различные виды пластмасс и горят по-разному! Например, одни ярко вспыхивают и интенсивно сгорают (почти без копоти), другие, наоборот, сильно коптят. Пластмасса даже издаёт разные звуки при своем горении! Поэтому так важно по набору косвенных признаков точно идентифицировать вид пластмассы, ее марку.
Как определить ПЭВД (полиэтилен высокого давления, низкой плотности). Горит синеватым, светящимся пламенем с оплавлением и горящими потеками полимера. При горении становится прозрачным, это свойство сохраняется длительное время после гашения пламени. Горит без копоти. Горящие капли, при падении с достаточной высоты (около полутора метров), издают характерный звук. При остывании, капли полимера похожи на застывший парафин, очень мягкие, при растирании между пальцами- жирны на ощупь. Дым потухшего полиэтилена имеет запах парафина. Плотность ПЭВД: 0,91-0,92 г/см. куб.
Как определить ПЭНД (полиэтилен низкого давления, высокой плотности). Более жесткий и плотный чем ПЭВД, хрупок. Проба на горение – аналогична ПЭВД. Плотность: 0,94-0,95 г/см. куб.
Как определить Полипропилен. При внесении в пламя, полипропилен горит ярко светящимся пламенем. Горение аналогично горению ПЭВД, но запах более острый и сладковатый. При горении образуются потеки полимера. В расплавленном виде - прозрачен, при остывании - мутнеет. Если коснуться расплава спичкой, то можно вытянуть длинную, достаточно прочную нить. Капли остывшего расплава жестче, чем у ПЭВД, твердым предметом давятся с хрустом. Дым с острым запахом жженой резины, сургуча.
Как определить Полиэтилентерафталат (ПЭТ). Прочный, жёсткий и лёгкий материал. Плотность ПЭТФ составляет 1, 36 г/см.куб. Обладает хорошей термостойкостью (сопротивление термодеструкции) в диапазоне температур от - 40° до + 200°. ПЭТФ устойчив к действию разбавленных кислот, масел, спиртов, минеральных солей и большинству органических соединений, за исключением сильных щелочей и некоторых растворителей. При горении сильно коптящее пламя. При удалении из пламени самозатухает.
Полистирол. При сгибании полоски полистирола, легко гнется, потом резко ломается с характерным треском. На изломе наблюдается мелкозернистая структура.Горит ярким, сильно коптящим пламенем (хлопья копоти тонкими паутинками взмывают вверх!). Запах сладковатый, цветочный.Полистирол хорошо растворяется в органических растворителях (стирол, ацетон, бензол).
Как определить Поливинилхлорид (ПВХ). Эластичен. Трудногорюч (при удалении из пламени самозатухает). При горении сильно коптит, в основании пламени можно наблюдать яркое голубовато-зеленое свечение. Очень резкий, острый запах дыма. При сгорании образуется черное, углеподобное вещество (легко растирается между пальцами в сажу).Растворим в четыреххлористом углероде, дихлорэтане. Плотность: 1,38-1,45 г/см. куб.
Как определить Полиакрилат (органическое стекло). Прозрачный, хрупкий материал. Горит синевато-светящимся пламенем с легким потрескиванием. У дыма острый фруктовый запах (эфира). Легко растворяется в дихлорэтане.
Как определить Полиамид (ПА). Материал имеет отличную масло-бензостойкость и стойкость к углеводородным продуктам, которые обеспечивают широкое применение ПА в автомобильной и нефтедобывающей промышленности (изготовление шестерен, искуственных волокон…). Полиамид отличается сравнительно высоким влагопоглощением, которое ограничивает его применение во влажных средах для изготовления ответственных изделий. Горит голубоватым пламенем. При горении разбухает, “пшикает”, образует горящие потеки. Дым с запахом паленого волоса. Застывшие капли очень твердые и хрупкие. Полиамиды растворимы в растворе фенола, концентрированной серной кислоте. Плотность: 1,1-1,13 г/см. куб. Тонет в воде.
Как определить Полиуретан.Основная область применения – подошвы для обуви. Очень гибкий и эластичный материал (при комнатной температуре). На морозе - хрупок. Горит коптящим, светящимся пламенем. У основания пламя голубое. При горении образуются горящие капли-потеки. После остывания, эти капли – липкое, жирное на ощупь вещество. Полиуретан растворим в ледяной уксусной кислоте.
Как определить Пластик АВС. Все свойства по горению аналогичны полистиролу. От полистирола достаточно сложно отличить. Пластик АВС более прочный, жесткий и вязкий. В отличие от полистирола более устойчив к бензину.
Как определить Фторопласт-3. Применяется в виде суспензий для нанесения антикоррозийных покрытий. Не горюч, при сильном нагревании обугливается. При удалении из пламени сразу затухает. Плотность: 2,09-2,16 г/см.куб.
Как определить Фторопласт-4.Безпористый материал белого цвета, слегка просвечивающийся, с гладкой, скользкой поверхностью. Один из лучших диэлектриков! Не горюч, при сильном нагревании плавится. Не растворяется практически ни в одном растворителе. Самый стойкий из всех известных материалов. Плотность: 2,12-2,28 г/см.куб. (зависит от степени кристалличности – 40-89%).
Физико-химические свойства отходов пластмасс по отношению к кислотам
| Наименование отхода | Воздействующие факторы | |||||
| H2SO4(к) Хол. | H2SO4(к) Кипяч. | HNO3 (к) Хол. | HNO3 (к) Кипяч. | HCl (к) Хол. | HCl (к) Кипяч. | |
| Бутылки из-под кока-колы | Без изменений | Приобрели окраску Сворачива-ются | Без изменений | Без изменений | Без изменений | Образцы свернулись |
| Пластико-вые пакеты | Без изменений | Практически растворились | Без изме-нений | Без изменений | Без изменений | Образцы раствори-лись |
Физико - химический свойств отходов пластмасс отходов пластмасс по отношению к щелочам
| Наименование отхода | Воздействующие факторы | ||||||
| Н2О Кипяч. | NаOН 6 н Хол. | NаOН 6 н Горяч. | КОН 0,1 н Хол | КОН 6 н Хол. | КОН 6 н Горяч. | Са(ОН)2 Горяч. | |
| Бутылки из-под кока-колы | Без изменений | Сверну- лись | - | ||||
| Пластико-вые пакеты | Без изменений | Сверну- лись | Сверну-лись | ||||
ЛЮБОЙ пластик выделяет в содержимое бутылки химикаты разной степени опасности.