Станок чпу что это такое
Устройство и принцип работы станков с ЧПУ, основы

Увеличение объемов производства требует автоматизации процессов, ведь с помощью этого экономится немало времени и ресурсов. Сегодня подробно разберем устройство и принцип работы станков с ЧПУ — одной из главных составляющих автоматизированного производства. О станках с ЧПУ и их работе читайте в этой статье.

Источник: mehanoobrabotka-zakazat.ru
Что такое станок с ЧПУ
Источник: traupmann-cnc.at
Станки с ЧПУ — это станки с компьютерным управлением. До ЧПУ станки управлялись вручную механиками. С помощью ЧПУ компьютер управляет сервоприводами, которые приводят машину в действие.Таким образом, постоянного человеческого внимания не требуется, хотя для запуска станков все же необходимы операторы.

Источник: youtube.com
ЧПУ — это аббревиатура для термина “числовое программное управление”. В основе этого понятия — управление станком с помощью компьютера. Такие устройства являются своего рода роботами.

Источник: 3erp.com
ЧПУ обработка — это производственный процесс, в котором изготовление деталей происходит под управлением компьютерных программ. Ранее станки работали на основе гидравлической системы, которая обеспечивала производство одинаковых деталей по шаблону. Сейчас же программы могут контролировать все, от движений обрабатывающего центра до скорости шпинделя, включения/выключения охладителя и прочих функций. Применение в станках ЧПУ значительно облегчает задачу массового производства деталей.
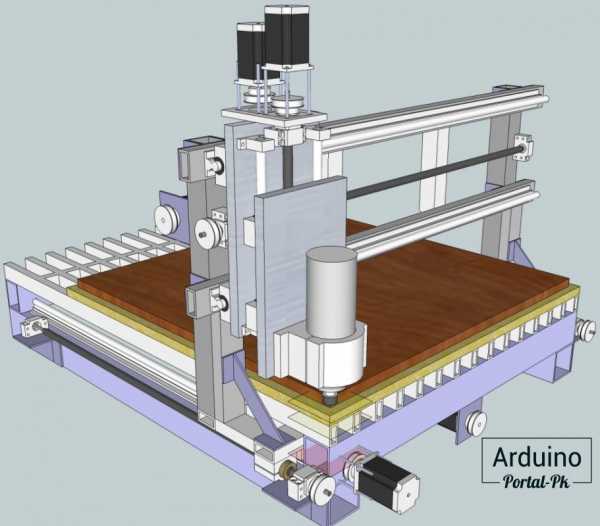
Существуют различные виды устройств с ЧПУ, включая 3D-принтеры, фрезерные и лазерные станки, машины для водоструйной и электроэрозионной обработки, электронные разрядные станки, маршрутизаторы с ЧПУ и т. д. Далее мы детально разберем, как работают станки с ЧПУ.

Источник: cnctrianglestudio.com
Программисты ЧПУ пишут программы обработки деталей, используя специальный язык программирования G-Code. Программа обработки детали создается либо посредством написания кода с нуля, либо с помощью специального ПО — CAM, которое преобразовывает чертеж детали, созданный в программах CAD, в G-код.
Источник: roboticsandautomationnews.com
В течение длительного времени станки с ЧПУ использовались только в промышленности, из-за их высокой стоимости. Сегодня же на рынке представлено множество станков в доступном ценовом диапазоне, что позволяет как профессионалам, так и любителям обзавестись станком с ЧПУ для личных целей.
Основные составляющие станка ЧПУ

Источник: top3dshop.ru
Устройства ввода данных: используются для ввода программы обработки детали на станке. Существует три самых часто используемых вида устройств ввода: считыватель перфоленты, считыватель магнитных лент и компьютер, работающих через порт RS-232-C.

Источник: youtube.com
Блок управления станком (БУС) — это сердце станка с ЧПУ. Он выполняет все управление станка. Среди функций БУСа следующие:
- Чтение кодовых инструкций, вводимых в БУС;
- Расшифровка кодовых инструкций;
- Интерполяция (линейная, круговая и спиральная) для генерации команд движения оси;
- Передача команд движения оси в схемы усилителя, для управления механизмами оси;
- Получение сигналов обратной связи о положении и скорости каждой оси привода;
- Вспомогательные функции управления, такие как включение / выключение охладителя или шпинделя и смена инструмента.

Источник: haascnc.com
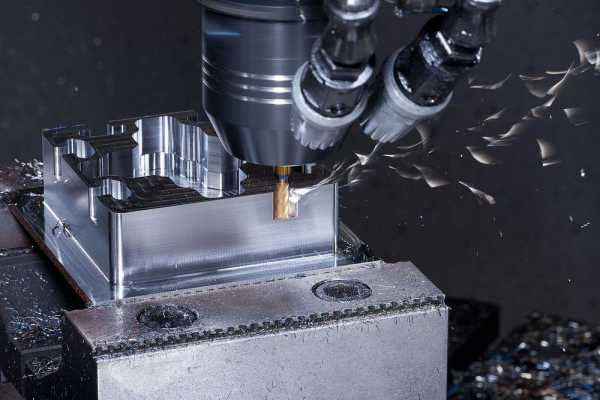
Исполнительный механизм: станок с ЧПУ зачастую имеет подвижный стол и шпиндель, для контроля положения и скорости. Стол станка управляется в направлении осей X и Y, а шпиндель — в направлении оси Z.

Источник: ittechreviewer.com
Система привода: состоит из схем усилителя, приводных двигателей и ШВП (шарико-винтового подшипника). Блок управления станком подает сигналы схемам усилителя о положении и скорости движения каждой оси. Затем сигналы управления усиливаются, чтобы привести в действие двигатели привода, которые вращают ШВП, чтобы настроить нужное расположение рабочего стола.

Источник: banggood.com
Система обратной связи: состоит из преобразователей, или датчиков. Ее также называют измерительной системой. Датчики непрерывно контролируют положение и скорость режущего инструмента. БУС принимает сигналы от этих преобразователей и использует разницу между исходными сигналами и сигналами обратной связи для генерации новых сигналов, с целью коррекции положения и скорости.
Пульт управления: на дисплее отображаются программы, команды и другие необходимые данные станка с ЧПУ. Может быть перемещен в удобное для оператора положение.

Источник: rilesa.com
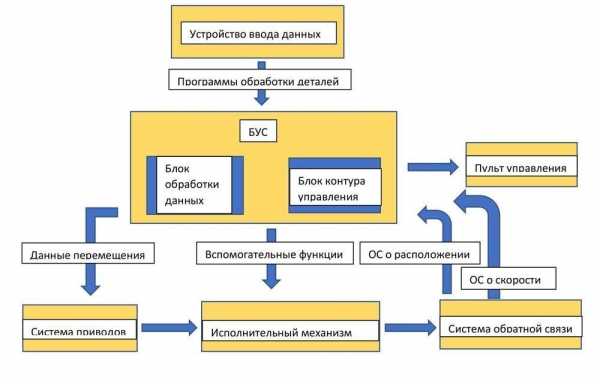
На фото ниже — структурная схема станка:
Как работает ЧПУ станок

Источник: 3dspectratech.com
- Сначала программа обработки детали вводится в блок управления станка;
- В БУС происходит весь процесс обработки данных, он подготавливает все команды движения и отправляет их в систему привода;
- Привод контролирует движение и скорость блоков станка;
- Система обратной связи фиксирует данные о положении и скорости движения осей и отправляет сигнал в БУС;
- В блоке управления сигналы обратной связи сравниваются с исходными, если есть ошибки — он исправляет их и отправляет в исполнительный механизм новые сигналы для корректировки процесса;
- Пульт управления с дисплеем используется для просмотра оператором команд, программ и других важных данных.
Основы работы на станках с ЧПУ
Источник: pinterest.com/
Процесс создания детали достаточно прост и состоит из следующих этапов:
Дизайн детали
С помощью программного обеспечения CAD создается 2D или 3D модель детали, которую вы хотите сделать. CAD — система автоматизированного проектирования, в которой можно указывать точные размеры детали.
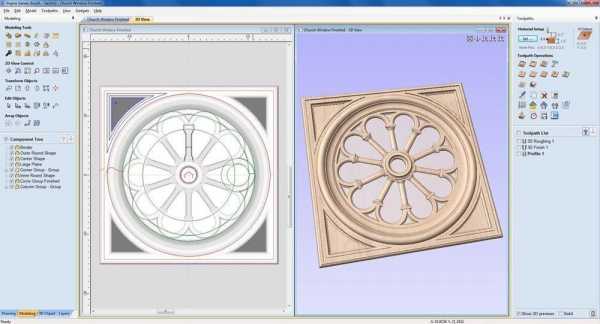
Источник: archive.vectric.com
Программирование для ЧПУ
С помощью программного обеспечения CAM модель детали преобразовывается в g-код.
Настройка станка
Этот этап предусматривает несколько шагов:
- Предстартовый. Перед запуском станка убедитесь, что масло и охлаждающая жидкость заполнены по максимуму. Обратитесь к инструкции, если вы не знаете, как это сделать.
- Убедитесь, что в рабочей зоне нет посторонних предметов.
- Если станку требуется подача воздуха, убедитесь, что компрессор включен и давление соответствует требованиям, указанным в инструкции.
- Пуск / Домой. Подключите станок к питанию и запустите. Главный выключатель обычно расположен в задней части устройства, кнопка питания — в левом верхнем углу на панели управления.
- Загрузите все инструменты в карусель в том порядке, который указан в списке программы ЧПУ. Для станков с одним инструментом — установите в шпиндель фрезу.
- Установите деталь в тиски или закрепите на столе, зафиксируйте.
- Установите показатель коррекции на длину инструмента. Переместите инструменты к верхней части детали в порядке, указанном в программе ЧПУ, и затем установите показатели коррекции.
- Установите коррекцию осей X и Y. После того, как тиски или другие детали будут правильно установлены, настройте коррекцию на установку заготовки (нулевой позиции), чтобы найти начальную точку X и Y детали.
- Загрузите программу ЧПУ в систему управления станком с помощью USB-накопителя.

Источник: planet-cnc.com
Изготовление детали
После того, как станок настроен, можно начинать процесс производства. Здесь также предусмотрены несколько шагов:
- Пробный прогон. Запустите программу в воздухе, на высоте около 5 см от детали.
- Запустите программу. Обратите внимание, чтобы не было сообщений об ошибках.
- Отрегулируйте смещения как требуется. Проверьте характеристики детали и при необходимости отрегулируйте регистры коррекции длины инструмента, чтобы убедиться, что деталь соответствует заданным параметрам.
- Завершение работы. По окончании работы снимите деталь с тисков и инструменты со шпинделя, очистите рабочую зону и выключите станок.
Рекомендуемое оборудование
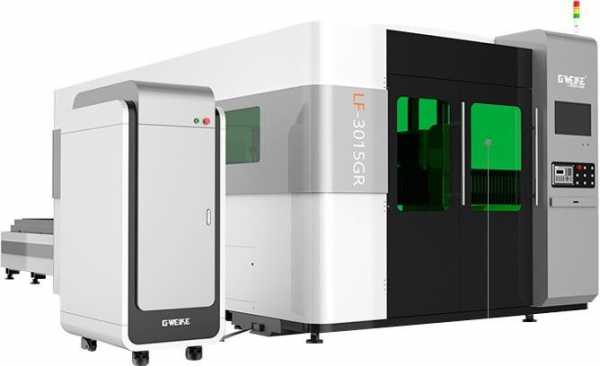
Источник: top3dshop.ru
На фото: Лазерный станок LF3015GR (лазер RAYCUS)
Мы разобрались с тем, как работает ЧПУ станок , но важно иметь в виду, что для разных целей используются разные станки — существует большой выбор станков для работы с различными материалами, мы приведем примеры оборудования для разных типов станков.
Фрезерные обрабатывающие центры

Источник: top3dshop.ru, на фото: Лазерный маркер Han's Laser EP-30-TWIN
Фрезерные станки используют для обработки корпусных деталей. С помощью такого устройства можно выполнить гнездование (раскрой) и другие виды фрезеровки, пяти и восьми-осевые станки позволяют производить также и токарные операции — нарезку резьбы, растачивание и т.д.
М
Классификация станков с ЧПУ, их виды и возможности

Введение
Станки с ЧПУ (числовым программным управлением) – это автоматизированные станки-роботы, которые могут производить операции по заданной программе без непосредственного участия человека. Такие станки являются важной частью современной автоматизации, применение которой необходимо для сохранения рентабельности и получения прибыли предприятиями, так как является важным условием обеспечения качества и скорости производства.
В этой статье мы рассказываем о том, какие бывают станки с ЧПУ, приводим классификацию их видов и описываем возможности.

Источник: Spectron Manufacturing
Станок с ЧПУ – это сложная программно-аппаратная система, которая может преобразовать блок сырьевого (исходного) материала в сложную деталь для дальнейшего использования в более крупном механизме или машине.
Содержание
Что такое станок с ЧПУ и как он работает?

Фрезерный станок с ЧПУ, фото: etsy.com
Самыми простыми словами станок с ЧПУ – это станок с компьютерным управлением.
Аббревиатура ЧПУ обозначает числовое программное (компьютерное) управление. В ЧПУ-станке обрабатывающий инструмент и заготовка исходного материала управляются с помощью компьютерной программы.
Полный процесс обработки с ЧПУ зависит от CAD и CAM. CAD означает автоматизированное проектирование, а слово CAM — автоматизированное производство.
С помощью CAD-программы создается трехмерный дизайн объекта, который станок должен изготовить, и с помощью CAM-программы эта виртуальная модель превращается в реальный трехмерный объект.
Современные станки с ЧПУ отличаются высокой точностью воспроизведения и могут значительно сократить сроки поставок.
Обычно, когда речь заходит о станках с ЧПУ, имеются в виду станки используемые в сфере промышленного производства. Эти машины создают вещи которые мы используем каждый день. Примеры станков с ЧПУ многочисленны — сюда входят фрезеры, лазерные резаки, граверы, станки электроэрозионной резки, токарные станки, плазмотроны, водорезы и многие другие.

Гидроабразивный станок (водорез) с ЧПУ, фото: r-gar.net
Формально в их число входят и 3D-принтеры, но аддитивное и экстрактивное производство принято разделять, потому — когда мы говорим о станках с ЧПУ, то имеем в виду механизмы, создающие деталь вычитанием лишнего материала из заготовки, а не добавлением нового. Экстрактивные процессы в производстве принято называть механической обработкой, сокращенно — механобработкой.
Наряду с 3D-печатью обработка на станке с ЧПУ является наиболее распространенным методом для создания прототипов из файла цифрового программного обеспечения.
Подобно 3D-печати, ЧПУ использует цифровые модели объектов из файла Computer Aided Manufacturing (CAM) или Computer Aided Design (CAD). Станок с ЧПУ работает, как робот, которому необходимо предоставить инструкции, которые он анализирует и выполняет.
Сначала создается двухмерная или трехмерная цифровая модель будущего объекта из файла CAD (автоматизированное проектирование), затем кодируется компьютерная программа, которую станок с ЧПУ сможет понять.
Источник: CAD-CAM Software
Когда код загружен, оператор станка выполняет тест, чтобы убедиться что в коде нет ошибок. Этот процесс известен как «пневматический подвод инструмента». Выполнение этой процедуры имеет большое значение, поскольку любая ошибка, которая теоретически может снизить скорость или точность обработки заготовки, будет обнаружена и исправлена.
Как только отладка завершена, программа вводится в постпроцессор, который преобразует ее в G-код (код, понятный машине — набор инструкций). G-код управляет всеми параметрами производимой операции, такими как координация, скорость подачи, местоположение и скорость инструмента.
Основные компоненты станков с ЧПУ
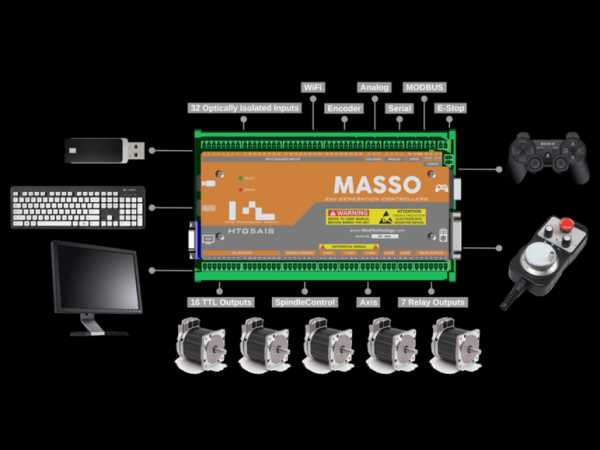
Фото: Компонеты ЧПУ, all3dp.com
Любой станок с ЧПУ, по существу, состоит из следующих компонентов:
- Программа обработки деталей. Программа обработки деталей представляет собой серию закодированных инструкций, необходимых для изготовления объекта. Программа управляет движением станка и включением/выключением вспомогательных функций, таких как вращение валика и подача охлаждающей жидкости. Закодированные инструкции состоят из букв, цифр и символов.
- Устройство для ввода данных. Устройство для ввода данных является средством ввода программы обработки детали в систему управления ЧПУ. Три наиболее часто используемых устройства ввода данных — это устройство ввода с перфоленты, устройство для считывания с магнитной ленты и компьютер при помощи стандартного интерфейса последовательной передачи данных (порт RS-232-C).
- Устройство управления станком. Блок управления станком (MCU) является сердцем системы ЧПУ. Он используется для выполнения следующих функций:
- Чтение закодированных инструкций.
- Расшифровка закодированных инструкций.
- Реализация интерполяций (линейных, круговых и спиральных) для генерации команд перемещения по осям.
- Передача команд движения оси в схемы усилителя для управления механизмами оси.
- Получение сигналов обратной связи положения и скорости для каждого привода оси .
- Реализация вспомогательных функций управления, таких как включение / выключение подачи охлаждающей жидкости, смена инструмента и т. д.
- Механизм привода. Механизм привода состоит из схем усилителя, приводных двигателей и шарико-винтовых передач. Основной блок управления подает управляющие сигналы (положение и скорость) каждой оси в цепи усилителя. Сигналы управления усиливаются для приведения в действие приводных двигателей, которые, в свою очередь, вращают шарико-винтовые передачи для правильного расположения стола станка.
- Машина-орудие. Числовое программное управление регулирует различные типы станков. Станок как правило имеет подвижный стол или рабочую голову с инструментом, положение которых друг относительно друга управляется по осям X и Y в плоскости и по оси Z по вертикали.
- Система обратной связи. Система обратной связи также называется измерительной системой. Она использует датчики положения и скорости для постоянного мониторинга положения, в котором находится режущий инструмент в конкретный момент обработки. Главный блок управления использует разницу между исходными сигналами и сигналами обратной связи для генерации управляющих сигналов, чтобы исправить ошибки положения и скорости.

Источник: Mechanical Engineering
Основные типы станков с ЧПУ
Станки с ЧПУ обычно подразделяются по способам обработки материала.
- Сверлильные устройства: работают путем вращения и перемещения сверла вокруг и в контакте с блоком исходного материала.
- Токарные станки: в противоположность сверлильным устройствам, токарные станки вращают блок сырьевого материала против головки бура.
- Фрезерные станки: предусматривают использование вращающихся режущих инструментов для удаления материала из заготовки.
- Электрическая и химическая обработка. Существует ряд новых технологий, в которых используются специальные методы резки материала. Примерами являются электронно-лучевая обработка, электрохимическая обработка, электроэрозионная обработка (EDM), фотохимическая обработка и ультразвуковая обработка.
- Другие режущие инструменты. Существует ряд других новых технологий, в которых для обработки заготовки используются различные материалы. Примеры включают станки для лазерной резки, машины для кислородной резки, станки для плазменной резки и машины водоструйной резки.
Станки с числовым программным управлением могут работать практически с любым сырьем: алюминий, латунь, медь, сталь, титан, дерево, стекловолокно, пластмассы, полипропилен.
Классификация станков с ЧПУ по типу движения
ЧПУ-станки с точечным типом движения

Сверлильный станок с ЧПУ, фото: geetajam.com
Для некоторых станков (например, сверлильных, буровых, гайкорезных) необходимо, чтобы режущий инструмент и обрабатываемая деталь были размещены относительно друг друга в определенных зафиксированных позициях, в которых они должны оставаться, пока резак выполняет свою работу. Эти станки известны как машины с позиционной обработкой, а аппаратура контроля, которая регулирует работу станка, осуществляет управление по принципу “от точки к точке”.
Скорости подачи не нужно программировать. В этих станках каждая ось приводится в движение отдельно. В системе движения «от точки к точке» информация о размерах, которая должна передаваться станку, будет представлять собой последовательность требуемых положений двух шпинделей.
Пример работы станка с с точечным типом движения:
ЧПУ-станки с контурным типом движения
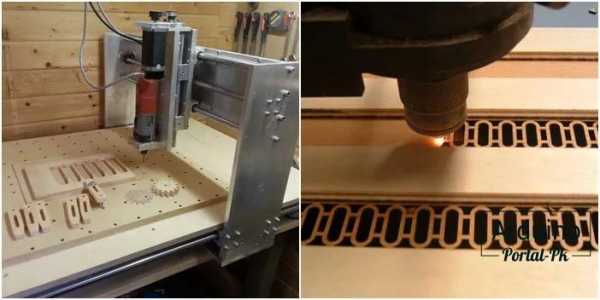
Станок с ЧПУ с контурным типом движения — фрезерный. Фото: 3dcncafrica.com
Другой тип ЧПУ-станков подразумевает движение заготовки относительно режущего инструмента во время обработки. Эти станки включают фрезеровальные, фрезерно-модельные станки и т. д. и известны как станки с контурным типом движения, по-английски так и называются — CNC router, буквально — “ЧПУ-маршрутизатор”, что говорит о том, что маршрут инструмента в них полностью задается программой. Механизм регулирования, необходимый для их управления, называется устройством контурного управления.

Источник: SD3D
Контурные станки также могут использоваться в качестве станков с точечным типом движения, но их использование будет выгодным, если только заготовка также не требует выполнения контурной операции. Эти машины требуют одновременного управления осями. В контурных станках относительно расположение заготовки и режущего инструмента должно постоянно контролироваться. Система управления должна быть способна принимать информацию о скоростях и положениях шпинделя машины. Скорости подачи должны быть запрограммированы.
Пример работы ЧПУ-станка с контурным типом движения:
Классификация станков по системе управления
ЧПУ-станки с разомкнутой системой
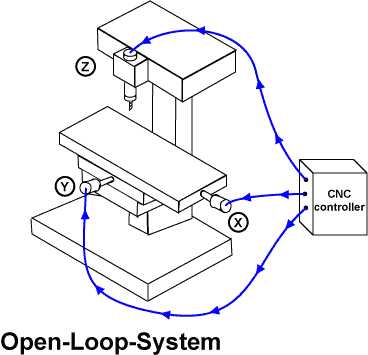
ЧПУ-станок с разомкнутой системой управления. Источник: kanabco
Запрограммированные инструкции подаются в блок управления через устройство ввода данных. Затем блок управления преобразует эти инструкции в электрические импульсы (сигналы) и отправляет их в сервоусилитель для пуска сервомоторов.
Что такое ЧПУ станок. Основные понятия.
От создания прототипов до создания произведений искусства и производства изделий, обработка, в целом, стала более точной и эффективной с появлением станков с ЧПУ. В дополнение к ускорению производства, эти инструменты автоматизировали многие высокотехнологичные процессы обработки и открыли дверь для изготовления изделий, которые невозможно изготовить вручную. Аббревиатура «ЧПУ» означает «числовое программное управление».
Станок с ЧПУ - это устройство с компьютерным управлением, которое может резать, вырезать и фрезеровать запрограммированные конструкции из дерева, МДФ, пластмасс, пен и металлов. При этом используются различные инструменты, часто с широким спектром возможностей резки.

Основные понятия
Считывая цифровые коды из программ автоматизированного проектирования, или автоматизированного производства, станки с CNC могут следовать по пути с управляемым компьютером инструментом, когда они режут или гравируют заготовку, чтобы превратить дизайн в реальность. Во время данного проекта заготовка обычно прижимается к рабочему столу с помощью зажимов или вакуума, чтобы удерживать его на месте при резке, а жесткая рама станка сводит вибрации к минимуму. В зависимости от задания можно использовать несколько режущих инструментов с приводом от шпинделя, который запрограммирован на одной или нескольких осях. По сравнению с ручной обработкой, станки с ЧПУ режут со значительно большей скоростью и обеспечивают более гладкую обработку кромок.

Преимущества станков с числовым программным управлением
Когда дело доходит до выполнения сложных конструкций, данные управляемые машины имеют много преимуществ. Одним из наиболее очевидных достоинств является то, что они чрезвычайно точны. Поскольку машины работают на основе цифрового кода, подаваемого на них с компьютера, они выполняют запрограммированные задания с почти идеальной точностью. Программисты также могут быстро и легко исправить любые ошибки, вместо того, чтобы пытаться делать это вручную.
Для предприятий, в частности, оборудования с ЧПУ значительно повышают эффективность, так как они обеспечивают более быстрое производство. Они не только автоматизируют процессы, которые являются трудоемкими и занимают много времени, когда выполняются вручную. Такие станки могут более точно создавать копии готового продукта с высокой скоростью. Это, в свою очередь, позволяет производить больше товаров по более низкой цене.

Еще одним преимуществом, которое часто упускается из виду, является снижение затрат на продукт за счет повышения эффективности использования материалов.
История станков с ЧПУ
Первые станки с числовым программным управлением появились в 1940-х годах. Сильно отличающиеся от оборудования с ЧПУ, как мы его знаем сегодня, эти ранние модели включали инструменты, которые затем использовалась в качестве формы хранения данных. К 1960-м годам внедрение мини компьютеров привело к падению цен, что вызвало распространение станков с ЧПУ. В последующие годы расширилась доступность, сделав ЧПУ популярным среди отечественных производителей инструментов к концу 80-х годов. Сегодня станки с числовым программным управлением широко используются не только в промышленном производстве и в бизнесе, но и любителями.
Обработка на машинах с программным управлением является, пожалуй, самым значительным производственным процессом XXI века, а его функциональные возможности способствуют технологическому прогрессу во всем мире. Это профессия, которая идет в ногу с ростом технологий, и машинисты по всей планете меняют мир, благодаря своим навыкам обработки на станках с CNC (computer numerical control).
Понравилась статья пишите в комментарии или на форум. Подписывайтесь на мой канал на Youtube и вступайте в группы в Вконтакте и Facebook.
Понравилась статья? Поделитесь ею с друзьями:
Системы ЧПУ для станков: история, классификация
Системы ЧПУ для станков: просто о сложном
Многое из того, что мы видим в окружающем нас материальном мире, изготовлено при помощи станков с числовым программным управлением (ЧПУ). Использование возможностей электроники и вычислительной техники для эффективного и оптимального управления промышленным оборудованием позволило повысить производительность труда и качество выпускаемой продукции. А при массовом производстве - значительно снизить затраты на ее изготовление.
О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Однако современный этап истории станков с числовым программным управлением начался лишь спустя полтора столетия после изобретения Жаккара, в Соединенных Штатах Америки. После окончания второй мировой войны, в конце 40-х годов, Джон Пэрсонс - сын владельца компании Parsons Incorporated, попытался управлять станком при помощи специальной программы, которая вводилась с перфокарт. Какого-либо положительного результата Пэрсонс не достиг, поэтому обратился за помощью к специалистам в Массачусетский технологический институт.
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли. А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
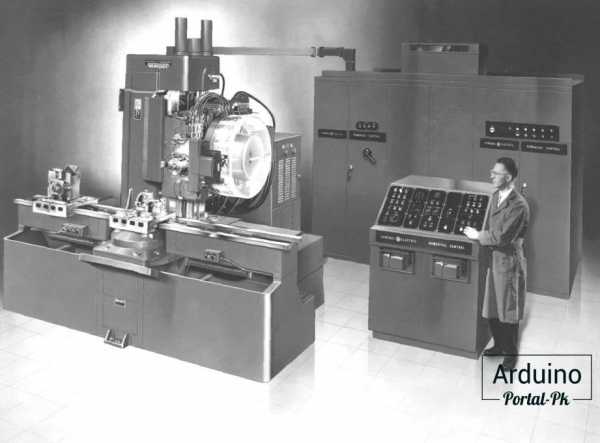
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой. На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, - устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, - каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
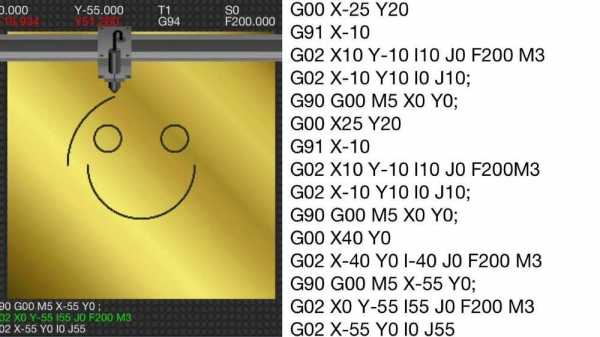
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
В первом примере код G01 обозначает «линейную интерполяцию» - прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 - против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
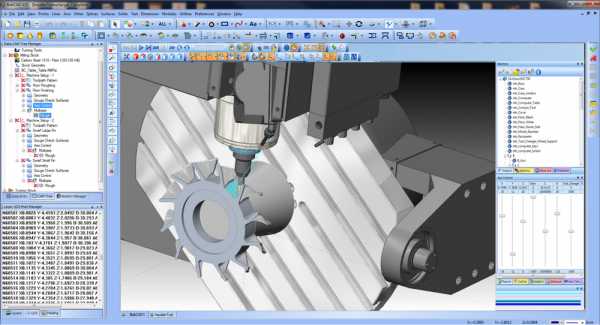
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD-CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли

Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы на базе платформы Sinumerik 840D используются на самых ответственных процессах металлообработки, требующих высокой точности и быстродействия.

Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
 Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.

Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с
персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
Какая расшифровка у ЧПУ аббревиатуры и как работают станки на основе ЧПУ
Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.Изделия должны быть качественными, отвечать современным стандартам и трендам, кроме того, чтобы иметь стабильный поток клиентов, их заказы предприниматель должен выполнять как можно быстрее. Сделать работу качественно и быстро можно лишь при условии применения технологичных приспособлений для работы. В данном случае – это станки с ЧПУ. Что они представляют собой и как работают, мы и расскажем ниже.
Что означает данная аббревиатура?
Расшифровка этого понятия такая: Числовое Программное Управление. То есть, станок, работающий на числовом программном управлении, способен совершать те или иные действия, которые ему задаются при помощи специальной программы. Параметры работы станка задаются посредством цифр и математических формул, после этого он выполняет работу согласно указанным программой требованиям. Программа может задавать такие параметры, как:
- мощность;
- скорость работы;
- ускорение;
- вращение и многое другое.
Особенности станков с ЧПУ
Техника создания мебельных деталей на современном приборе данного типа включает в себя несколько этапов работы:
- формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде;
- с помощью специальной программы для оборудования с ЧПУ готовая модель отцифровывается в управляющую программу;
- далее файл с управляющей программой вводят в память ЧПУ, и станок приступает к выполнению работы.
Все механические действия, которые выполняет оборудование, являются воплощением последовательности, которая прописана в управляющей программе.
Современные станки с ЧПУ являются сложными электромеханическими приборами и требуют квалифицированного применения. В основном работа станка осуществляется посредством двух человек:
- наладчика;
- оператора станка с ЧПУ.
Наладчику вверяется более сложный массив работы, он выполняет действия по наладке и переналадке прибора, а оператор должен следить за рабочим процессом и осуществлять легкую наладку.
Действия наладчика и оператора станка с ЧПУ
Этапы работы наладчика выглядят следующим образом:
- подбор режущего инструмента согласно карте, проверка его целостности и заточки;
- подбор по карте наладки заданных размеров;
- установка режущего инструмента и зажимного патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «От станка»;
- проверка рабочей системы на холостом ходу;
- введение перфоленты, которое проводится после проверки лентопротяжного механизма;
- проверка правильности заданной программы для пульта и станка ЧПУ и системы световой сигнализации;
- крепление заготовки в патрон и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- измерение готовой детали, внесение поправок на специальные переключатели-корректоры;
- обработка детали в режиме « По программе» второй раз;
- осуществление замеров;
- перевод переключателя режима в положение «Автомат».
На этом процесс наладки окончен и к работе приступает оператор станка ЧПУ. Он должен выполнить такие действия:
- менять масла;
- чистить рабочую зону;
- смазывать патроны;
- проверять станок на пневматику и гидравлику;
- проверять точные параметры оборудования.
Перед тем как приступить к работе, оператор станка ЧПУ должен проверить его на работоспособность посредством специальной тестовой программы, также ему следует убедиться в том, что подана смазочная жидкость и в том, что в гидросистеме и ограничивающих упорах присутствует масло.
Помимо этого, он должен проверить, насколько надежно крепление всех приборов и инструментов, а также то, насколько мебельная заготовка соответствует заданному технологическому процессу станка. Далее следует провести замеры на предмет возможных отклонений от точности настройки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок ЧПУ:
- заготовку устанавливают и закрепляют;
- потом вводится программа работы;
- в считывающее устройство заправляется перфолента и магнитная лента;
- нажимаем «Пуск»;
- после того как первая деталь обработана, производятся ее замеры на предмет соответствия с заданной ранее моделью.
Сферы применения станков с ЧПУ
Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:- для обработки древесины и плит из дерева;
- для обработки пластика;
- камней;
- сложных изделий из металла, включая ювелирные изделия.
Приборы с ЧПУ имеют ряд таких функций, как:
- фрезерование;
- сверление;
- гравировка;
- распил;
- лазерная резка.
Некоторые модели станков с ЧПУ имеют возможность совмещать одновременно разные виды обработки материалов, тогда их называют обрабатывающими центрами на основе ЧПУ.
Преимущества станков с ЧПУ
Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.Кроме того, массовое производство фасадов МДФ с помощью широкоформатных станков с ЧПУ возможно без необходимости предварительно раскраивать плиты и позволяет делать полный цикл их обработки, это значительно экономит время и рабочую силу.
Цена оборудования на основе ЧПУ такова, что нужно перед его покупкой хорошо подумать, будет ли это экономически выгодно конкретно для ваших производственных мощностей. Если у вас есть стабильный поток клиентов, и они готовы платить за оригинальные дизайнерские решения, то можете смело вкладывать средства в такое оборудование.
Особенность станков на основе ЧПУ – это их надежность и возможность бесперебойной работы в течение многих лет. Но при работе с ними нужно соблюдать все правила безопасности, а также подбирать только квалифицированных операторов и наладчиков. Некачественная работа персонала может вывести прибор из строя раньше положенного срока.
Оцените статью: Поделитесь с друзьями!Фрезерный станок с ЧПУ: особенности, возможности, характеристика
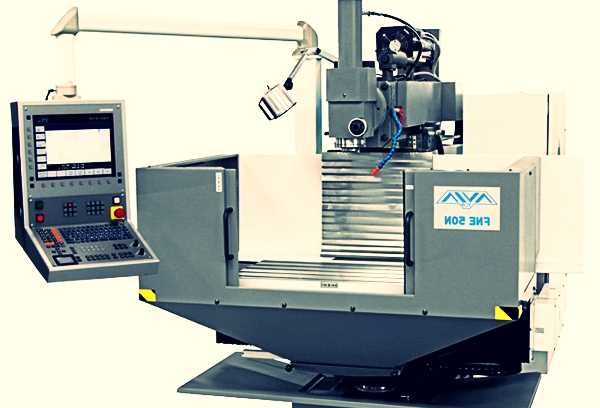
ФрезерныйСамым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются.
Самым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются системой программного управления. Программирование практически то же, что и для токарного станка с Числовым Управлением. В программу добавляется только ось Y.
Отличия обычных станков от оборудованных системой ЧПУ
Сравнение традиционных и фрезерных автоматов с ЧПУ выглядит следующим образом:
- Обычные фрезерные станки отличаются по креплению инструмента от машин с ЧПУ.
- Микрофрезерный станок поставляется с отдельным блок питания.
- Движение оси в фрезере осуществляется системой ЧПУ. В то время, как при обычном фрезеровании, ось управляется вручную или автоматически.
- Все оси фрезерного CNC могут быть объединены с одной системой, при том что в обычном фрезерном станке автоматическая комбинация осей невозможна.
- При фрезеровании на станке с ЧПУ может быть оказана большая нагрузка, что в обычных условиях практически исключается.
- Устройства для работы оснащены гидравлической или пневматической системой в ЧПУ, а в обычном станке эта система отсутствует.
- Обратная связь с осями доступна при фрезеровании на автомате, и отсутствует в обычном.
- Предохранительные устройства (концевые выключатели) предусмотрены в фрезерном станке с ЧПУ, а в обычном их нет.
- Точность и высокое качество готовой поверхности присутствуют при обработке с системой ЧПУ, чего сложно добиться от обычного фрезерного автомата, особенно при работе с такими хрупкими материалами, как стекло и камень.
- Массовое производство с большей точностью является основным преимуществом станка с ПУ, по сравнению с традиционными машинами.

Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
- Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
- Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
- Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
- Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
- Фрезерный обрабатывающий центр с ЧПУ – это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
- Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.

Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
- Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
- Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
- Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
- Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
- У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
- Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
- С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.

Принцип работы фрезерного станка с ЧПУ
Рассмотрим кратко работу станка фрезерного с ЧПУ:
- Движение по осям X, Y, Z осуществляется двигателем, запитанным переменным или постоянным током.
- Движение части машины выполняется путем подачи команд.
- Все операции выполняются с помощью таких кодов, как скорость, подача, глубина резания и т. д.
- Для каждой операции предназначен отдельный код.
- Предусмотрена система предупреждения (индикаторы и концевые выключатели) для защиты различных операций и компонентов.
Фрезерные станки перемещают деталь относительно неподвижного инструмента или подводят фрезу к зафиксированной на столе детали в вертикальном или горизонтальном направлениях по осям X, Y и Z.

Характеристики машин
Характеристики таких станков напрямую зависят от характеристик шпинделя, скорости перемещения и размера стола. Скорость шпинделя – это диапазон частоты вращения его головки. Мощность привода – это номинальная мощность пневмо-турбины, электродвигателя или поршневого двигателя, который приводит в действие шпиндель.
Количество фрез, которые поддерживает магазин инструментов, также является важным критерием, поскольку придает станку определенную универсальность. На простых машинах одновременно может работать только один инструмент.
Параметры движения для фрезерных станков включают:
- количество осей;
- максимальное перемещение по оси X;
- максимальное перемещение по оси Y;
- максимальное перемещение по оси Z.
Что касается размера стола, то его длина измеряется параллельно главной оси движения. Ширина стола измеряется перпендикулярно главной оси движения.

В заключение об особенностях
Профессиональные машины могут включать в себя элементы управления, которые поддерживают или включают в себя пакеты программного обеспечения для автоматизированного проектирования (САПР) или автоматизированного производства (САМ).
Программируемые машины могут быть настроены для автоматических или полуавтоматических операций, таких как фрезерование, сверление или же для гравировки.
Вращающиеся столы позволяют вращать заготовку и обеспечивать перемещение по нескольким осям.
Вертикальное фрезерование более распространено, чем горизонтальное, в основном потому, что гораздо проще закрепить заготовку на столе. Горизонтальное фрезерование используется, если необходимо удалить большое количество материала или есть меньше необходимости в точности.
Поставщики, которые обеспечивают калибровку на месте, могут помочь обеспечить точную работу оборудования. Некоторые станки имеют пользовательский интерфейс с цифровым считыванием. У некоторых станков есть приложение, в котором можно просматривать виртуально рабочее пространство.
Станки с системой охлаждения шпинделя предназначены для предотвращения перегрева и повреждения оборудования при длительном использовании. Например, если это фрезерный станок с ЧПУ по камню, видео работы которого можно увидеть на нашем сайте.
Что такое станки с ЧПУ
Станки с ЧПУ (числовым программным управлением) – это высокотехнологичное оборудование, в котором исполнительные устройства (приводы) управляются автоматически. Приводы, управляемые по определенной программе, приводят в действие рабочий элемент станка – таков принцип работы оборудования с ЧПУ. В зависимости от назначения станка рабочим элементом может быть шпиндель, сверло, пуансон и т.д.
Парк станочного оборудования, оснащенного ЧПУ, огромен и разнообразен. Достаточно перечислить лишь самые основные: это токарные, фрезерные, шлифовальные, металлорежущие, сверлильные станки, которые подразделяются на множество типов и модификаций. Сложное и многообразное производство требует такого же сложного оборудования. Однако, при всем многообразии типов и моделей принцип работы станков с ЧПУ сводится к наличию программного обеспечения, задающего алгоритм работы станка.
В состав системы ЧПУ входит:
- пульт оператора, который предназначен для управления станком в ручном режиме при подготовке станка к работе по программе. Он позволяет вводить программу управления станком, задавать режимы его работы, при аварийной ситуации отключить станок для устранения неполадок;
- панель оператора (дисплей) отображает текущую информацию о работе станка и выполняемой программе. Оператор может визуально контролировать ход выполнения технологической операции, видеть сообщения об авариях и возникших неполадках;
- контроллер, который представляет собой микросхему с программой работы данного станка. Это устройство служит, например, для задания траектории движения рабочего инструмента, для команд выполнения технологических операций, для изменения управляющих программ и т. д.;
- ПЗУ (постоянное запоминающее устройство) -это постоянная память, которая предназначена для долговременного хранения системных программ и констант, определяющих конфигурацию данного станка; информация в ПЗУ может быть только для чтения;
- ОЗУ (оперативное запоминающее устройство)- это оперативная память, предназначенная для кратковременного хранения файлов системных и управляющих программ, используемых в текущий момент; ОЗУ предназначено для хранения информации, меняющейся в ходе выполнения программы, используется как для записи, так и для чтения информации.
Станки с ЧПУ не требует высокой квалификации специалиста - станочника, достаточно обучить персонал приемам управления программой. Станки с ЧПУ – это современное оборудование, позволяющее обеспечить высокую производительность труда при отменном качестве производимых работ. Использование таких станков значительно повышает общий уровень культуры производства.
Что такое станок с ЧПУ
Современная история выдвинула новые требования для компаний, занимающихся производством. На данный момент трудно представить себе фабрику, стремящуюся увеличить объемы выпуска продукции, без автоматизации производства и внедрения новых технологий.

Одним из главных изобретений за последние годы стали станки с числовым программным управлением. С их появлением значительно возросли производственные мощности предприятий, увеличилось качество выпускаемой продукции, снизились себестоимости и возросли многократно прибыли.
Числовое Программное Управление или ЧПУ – компьютеризованная система управления, которая используя, команды, написанные на специализированном языке программирования, управляет механизмами станка.
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC.
NC – Numerical Control. CNC – Computer Numerical Control.
Первым очевидным плюсом от использования станков с ЧПУ является более высокий уровень автоматизации производства. Случаи вмешательства оператора станка в процесс изготовления детали сведены к минимуму. Станки с ЧПУ могут работать практически автономно, день за днем, неделю за неделей, выпуская продукцию с неизменно высоким качеством. При этом главной заботой оператора являются в основном подготовительно-заключительные операции: установка и снятие детали, наладка инструмента и т.д. В результате один работник может обслуживать сразу несколько станков.
Вторым преимуществом является производственная гибкость. Это значит, что для обработки разных деталей нужно всего лишь заменить программу. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз.
Третьим плюсом является высокая точность и повторяемость обработки. По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей.
Ну и наконец, числовое программное управление позволяет обрабатывать такие детали, которые не возможно изготовить на обычном оборудовании. Это детали со сложной пространственной формой, например, штампы и пресс-формы.
Таким образом, ЧПУ станок позволяет быстро получить спроектированное на компьютере изделие, причем ЧПУ станок производит изделия гораздо быстрее и качественнее чем вручную. Точный и легко приспосабливаемый ЧПУ станок позволяет осуществить проекты, которые, используя ручные технологии, оказались бы невыполнимыми или невыгодными.
Принцип работы станка с ЧПУ: конструкция, характеристика, ПУ
Станок с ЧПУ – оборудование станочного типа с числовым программным управлением, предназначенное для высокоточной обработки деталей. Существует множество моделей аппаратов данного типа, но принцип работы станков с ЧПУ и практически идентичны. Устройства могут работать в автоматическом или полуавтоматическом режиме под контролем оператора агрегата.
Конструкция
Чтобы понять, как работать на станке с ЧПУ, необходимо предварительно разобраться в его конструкции. Отдельные модели фрезерных и токарных станков имеют незначительные отличия, но базовые элементы идентичны.
Стандартная конструкция агрегата включает наличие:
- станины;
- коробки подач;
- передней шпиндельной бабки;
- задней бабки;
- стержневого механизма;
- суппорта.

Станина представляет собой основу оборудования – к ней крепятся другие комплектующие. Коробка подач отвечает за передачу движений, которые осуществляет шпиндель. Передаваемые движения принимаются суппортом. Передняя шпиндельная бабка состоит из:
- коробки скоростей;
- шпинделя;
- крепежных элементов для фиксации и вращения заготовки.
Задняя бабка предназначена для закрепления заготовки с противоположной стороны, когда выполняется обработка на станках с ЧПУ центральной части. В качестве стержневого механизма могут выступать различные инструменты, такие как развертка или сверло. Именно этот элемент отвечает за центральную обработку заготовки. Он неразрывно связан с задней бабкой. От суппорта зависит надежность фиксации режущего инструмента и траектории его движения.
Работая с современным оборудованием, следует знать и дополнительных комплектующих. Конструкция станков может быть дополнительно оснащена:
- вакуумным столом;
- улавливателем стружки;
- системой охлаждения фрезы.
Также для удаленного контроля агрегатом иногда могут использовать переносной пульт. По этому принципу работают в основном в узкоспециализированном производстве.

Характеристика
Перед тем, как научиться работать на станке, нужно разобраться в его характеристиках. Отличительной чертой станков, имеющих числовое программное управление, является высокая скорость и точность обработки. В отличие от более старого оборудования подобного типа четырехкоординатные фрезерные станки с системой числового программного управления имеют более высокий показатель надежности и удобства в использовании.
Еще одним фактором, отличающим токарный станок по дереву с числовым программным управлением от его аналогов, заключается в повышенном показателе жесткости. Эта особенность обусловлена:
- короткими кинематическими цепями;
- сниженными потерями на трении;
- минимальными зазорами между элементами конструкции;
- низким количеством механических передач;
- повышенным быстродействием.
Подвижные элементы устойчивы к износу, а теплопотери и механическое трение сведены к минимуму. Для конструкции характерно чередование в соединении между твердыми материалами и мягкими. Так, например, стальные детали могут соединяться с пластиковыми. Работа выполняется благодаря роликам, имеющим преднатяг. Вероятность получения повреждений такими элементами крайне мала.
Принцип работы станка с системой ЧПУ также зависит от отличий приборов. По характеристикам токарные станки отличаются:
- диаметром обрабатываемой заготовки;
- габаритам детали, которую возможно зафиксировать;
- максимальным расстоянием между центрами станочного прибора.
Обработка токарным станком на высоких скоростях и быстрое нагревание не оказывают влияния на показатель трения.
Особенности работы
Принцип работы фрезерного станка основывается на взаимодействии всех комплектующих. Знание связи между рабочими элементами помогает разобраться, как работать на фрезерном станке.
Задняя бабка имеет специальное место, в которое устанавливается рабочий механизм. Затем при помощи направляющих она размещается рядом с заготовкой на расстоянии, необходимом для ее фрезерования. Между задней и передней бабкой находится суппорт. После включения фрезерного станка с ЧПУ с его помощью будут выполняться продольные движения по заготовке.
Фреза выбирается в зависимости от того, из какого материала состоит обрабатываемая деталь, и какой результат нужно получить. Например, дерево обычно не требует применения жестких фрез.
Некоторые резцовые головки способны разместить четыре резца. Четырехкоординатный станок используется повышения качества и скорости обработки. Фрезерный станок с ЧПУ работает от электродвигателя, конструкция которого включает плотные приводной ремень. Он обеспечивает крепление ступенчатого шкива с мотором.
Чтобы фрезерование на ЧПУ станке выполнялась на высоком уровне, необходимо периодически проверять, насколько хорошо натянут ремень.
Работа оператора
Станки работают под контролем оператора. Он отвечает за:
- смену и закрепление заготовок;
- установку фрезы нужного типа;
- запуск управляющей программы;
- включение станка;
- контроль за работой оборудования.

Оператор долго учится прежде, чем приступить к выполнению своих обязанностей. Первый запуск выполняется в тестовом режиме, поскольку вероятность допустить ошибку имеется даже тогда, когда специалист научил оператора правильно. Учащемуся предоставляются точные знания, но даже на самом современном устройстве имеется погрешность. На основе тестового запуска определяется, необходимо ли вносить коррективы в работу четырехосного прибора.
Также проверяется, подходит ли фреза для дерева или другого материала, из которого изготовлена деталь, и соответствуют ли габариты детали допустимым значением станка. На этом принципе основывается процесс работы практически всех моделей четырехкоординатных станков.
Некоторые считают: «Если я пользуюсь станком, больше ничего знать не нужно». Но к работе рекомендуется приступать, научившись создавать управляющие программы.
Программирование
ЧПУ станок запускается автоматическом или полуавтоматическом режиме только при наличии числовых управляющих программ (УП). Она включает все действия и принципы, по которым будет работать четырехосной станочный прибор. При создании управляющей программы задаются:
- количество переходов и проходов;
- параметры обрабатываемой заготовки;
- основные характеристики рабочего инструмента.
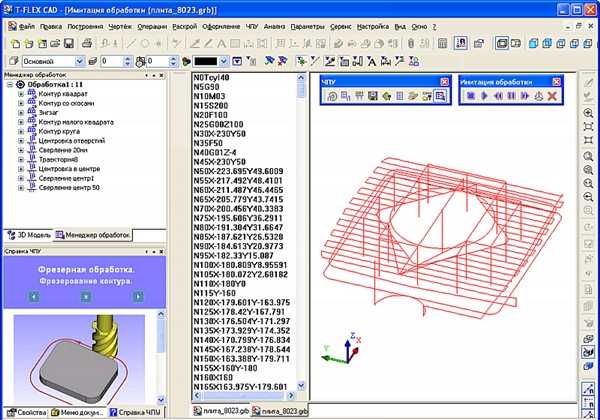
УП создается на компьютере при помощи специальных приложений для работы со станками. Учимся работать на программах:
- AutoCAD;
- T-FlexCAD;
- SolidWorks.
На перечисленном программном обеспечении создаются трехмерные примеры, на основе которых изготовляются реальные детали. После этого указывается, какими работами будет реализовываться поставленная задача. Если Вы научитесь создавать управляющие программы, со станочным оборудованием будет работать легче.
Что такое ЧПУ станок: история, технология, преимущества
Станки с ЧПУ: совершенство, к которому быстро привыкаешь 
Появление во второй половине ХХ века первых станков с числовым программным обеспечением (ЧПУ) ознаменовало начало технологической революции в машиностроении. Значение этого события для развития производственных возможностей человечества и совершенствования окружающего нас материального мира трудно переоценить. Станки с ЧПУ можно поставить в один ряд с величайшими открытиями в истории – от появления первых каменных орудий труда, изобретения колеса и открытия электричества, до создания межпланетных космических летательных аппаратов.
История человечества – это история совершенствования орудий труда
Есть много теорий о происхождении земной цивилизации. Часть из них признает, что эволюция человека как биологического вида, развитие его головного мозга, прямохождения и подвижности верхних конечностей, состоялось в результате труда. По мере прогресса мышления и точности движений человеческой кисти, совершенствовались орудия труда. После каменного рубила и древнейшего необработанного топора эпохи позднего палеолита, в неолите топоры стали уже шлифованным инструментом со сверленым отверстием для рукоятки.
А потом в руки людям попала самородная медь, и человечество освоило холодную ковку металла. По мере совершенствования трудовых навыков и инструментов, которые использовались в работе, люди научились создавать много полезных предметов. Однако со временем человечество подошло к рубежу, когда потребовались качественные изменения. Ручной труд более не мог обеспечить достаточный объем однотипных предметов, ставших необходимыми в повседневной жизни.
Продиктованная временем необходимость стала побудительным мотивом к появлению оборудования, повысившего производительность труда, и сделавшего возможным массовое производство. Гончарный круг совершил революцию в изготовлении глиняной посуды. Затем люди стали использовать вращение медной заготовки для того, чтобы было удобнее шлифовать или обтачивать ее куском кремня. До появления первых металлообрабатывающих станков оставалось около тысячи лет…
От первобытных станков и машин к обрабатывающим центрам с ЧПУ
Историки утверждают, что прообраз токарного станка существовал еще в 700-600 годах до нашей эры. Процесс его развития был долгим. Лишь в XIV-XV веках люди придумали, как вместо раба вращать обрабатываемую деталь при помощи ножного привода или водяного колеса. В дальнейшем конструкция станков для обработки дерева и металлов быстро прогрессировала, и уже в конце XIX века были созданы первые универсальные станки автоматы. Которые впоследствии на какое-то время стали основным средством изготовления больших партий одинаковых деталей.
И все же, учитывая большие расходы на то, что мы сейчас называем подготовкой производства, практическое применение и дальнейшее развитие станков-автоматов происходило медленно. Требовались какие-то другие решения, но существующий в то время уровень развития науки и техники обеспечить их не мог. С момента появления первых механизированных станков до создания обрабатывающих центров с числовым программным обеспечением оставалось не более ста лет.
Станки с ЧПУ – новый этап в развитии средств производства
Необходимость создания более совершенных, точных и производительных станков, способных эффективно работать при минимальном участии человека, назрела давно. Но эта задача могла быть реализована только с появлением «умных» вычислительных систем. Которые способны работать по заранее составленной программе сами, и передавать управляющие команды на исполнительные механизмы подключенного к ним станка. Основными проблемами и задачами, которые должно было решить новое оборудование, использующее преимущества электроники и вычислительной техники, являлись:
- Возросшие требования к точности изготовления деталей.
- Недостаточно высокая производительность труда специалистов – станочников.
- Нестабильность размеров деталей, которые изготовлены при участии человека.
- Неизбежность брака из-за ошибок человека.
- Высокая себестоимость продукции, обусловленная низкой производительностью труда и наличием брака.
- Необходимость приобретения и содержания большого станочного парка.
- Чрезмерные затраты на оплату труда большого количества станочников.
Если время ставит перед человечеством новые задачи, очень быстро находятся талантливые люди, которые их решают. В первые годы после окончания второй мировой, американцу Джону Пэрсонсу удались опыты по управлению фрезерным станком при помощи системы, в которой последовательность операций записывали на перфокарты. Его устройство было несовершенным, но послужило началом для исследований ученых и инженеров Массачусетского технологического института. В 1952 году в институтской лаборатории сервомеханики был испытан станок, который управлялся программой, записанной на перфоленту. До технологического уровня, достаточного для промышленного внедрения, система управления не дотягивала. Но стала раздражителем и источником идей для изысканий специалистов профильных компаний. Они профессионально занимались конструированием узлов металлообрабатывающих станков, и были более осведомлены в этой области.
Годом начала эры практического применения станков с числовым программным управлением, является 1955 год. Тогда американская компания BendixCorporation начала серийно производить NumericControl (NC) систему, успешно управлявшую работой фрезерного станка. В практическом внедрении новинки были заинтересованы ВВС США, так как станки с NC-управлением подходили для точной обработки сложных поверхностей воздушных винтов вертолетов и самолетов.
Станку с ЧПУ не нужны «золотые руки», ему нужен оператор
Если понаблюдать за работой современного станка с числовым программным управлением, то очевидно, что человеку в этом процессе отведена роль наблюдателя и обслуживающего персонала. Ведь в память станка уже введена управляющая программа изготовления нужной детали. В противном случае «умный» станок превращается в ухоженный и очень по-технически красивый выставочный экспонат достижений современного станкостроения.
При работе на таких станках операторам сильно напрягаться не приходится. Например, как выглядит работа на токарном станке с ЧПУ: нажал одну педаль, кулачки разошлись и замерли в ожидании заготовки. Нажал другую – кулачки съехались и надежно зафиксировали будущую деталь. Нажал нужную кнопку – задняя бабка поехала к суппорту... Всем управляет электроника, а гидравлический привод отрабатывает команды на перемещение подачи и других подвижных систем станка.
Оператор нужен чтобы настроить станок перед началом работы, ввести в его память нужную программу, возможно, поменять резцы на инструментальном барабане или магазине. Примерно так же выглядит со стороны работа оператора фрезерного станка с ЧПУ, хотя там требуется большее участие обслуживающего специалиста. Но и здесь нужен не станочник - «ювелир», а просто квалифицированный оператор, который умеет ладить со сложным оборудованием.
Преимущества «умных» станков очевидны
Числовое программное управление (ЧПУ) изменило облик практически всего станочного парка. Электроника управляет работой токарных, фрезерных, сверлильных, шлифовальных, электроэрозионных и ряда других типов станков, используемых в металлообработке. Вершиной современного станкостроения являются фрезерные обрабатывающие центры с ЧПУ. Эти станки универсальны, способны обеспечить весь процесс изготовления деталей от начала до конца, с высокой точностью и за минимальное время. У фрезерных обрабатывающих центров с ЧПУ есть ряд преимуществ:
- универсальность;
- многозадачность;
- высокую скорость резания;
- множество степеней свободы и одновременного перемещения детали и инструмента;
- возможность обработки деталей в различных плоскостях;
- точность позиционирования инструмента;
- оптимальная цена;
- повышение качества продукции;
- значительное удешевление серийных изделий;
- высокую надежность и длительный срок службы.
Использование многоосевых фрезерных обрабатывающих центров позволяет производить с высокой точностью самые сложные детали. Но другие станки с ЧПУ не потеряли своей актуальности и используются для работ, где не требуется сверхвозможности более дорогих обрабатывающих центров. Принцип работы и модульная архитектура всех станков с ЧПУ практически одинаковы. В состав управляющей системы входят:
1.Пульт оператора, при помощи которого можно подготовить станок к работе, ввести программу, изменить режим или экстренно выключить в случае непредвиденной ситуации.
2.Информационный дисплей, на котором отображается текущая информация о работе, ход выполнения программы, состояние основных систем оборудования.
3.Управляющий контроллер, который «руководит» всеми процессами, обеспечивает взаимодействие с оператором и компьютерами внешней локальной сети.
4.Блок памяти, который входит в состав блока управления и снабжает управляющий контроллер информацией. Состоит из постоянной и оперативной памяти – ПЗУ и ОЗУ. В ПЗУ записаны основные константы, конфигурация станка и системные программы. В ОЗУ перед началом работы записываются программы изготовления конкретных деталей, временная служебная информация, поступающая из микроконтроллера.
Сэр! Дайте программу!
Единственным слабым местом этих чудо-станков является зависимость от программного обеспечения. Причем заниматься подготовкой и вводом программ непосредственно с пульта оператора невыгодно. Это процесс долгий, и такой простой станка нецелесообразен. Программы должны быть готовы заранее. В этой ситуации на помощь производственникам пришло специализированное программное обеспечение систем автоматизации проектирования (САПР), которое за рубежом обозначается латинскими буквами CAD.
Разработанные на этой программной базе специальные модули автоматизированной подготовки программ (САМ – ComputerAidedManufacturing) для станков с ЧПУ, навсегда решили проблему простоя дорогого оборудования. Программный комплекс CAD/CAM позволяет рассчитывать и анализировать 3D-модели сложных деталей, виртуально моделировать процесс изготовления детали до включения станка.
Эти новые возможности позволяют вовремя исправить конструкторские ошибки и программные недоработки, и почти до нуля снижают количество бракованных деталей. Экономия станочного времени, электроэнергии и металла – налицо. Кроме того, один оператор может справиться с обеспечением работы нескольких обрабатывающих центров с ЧПУ. Все это обеспечивает дополнительное снижение себестоимости продукции.
Современные станки с ЧПУ работают быстрее и точнее, позволяют упростить и удешевить производство самых сложных изделий. Теперь трудно себе даже представить, что раньше детали вытачивались, сверлились и фрезеровались без этих компьютеризированных помощников. XXI век, господа!
типы, конструкция, принцип работы, УП
Токарный станок с ЧПУ – прибор станочного типа, работающий при помощи системы числового программного управления. Этот агрегат позволяет выполнять изготовление различных изделий высокой точности. Благодаря системе ЧПУ устройство может работать в автоматическом или полуавтоматическом режиме. При этом вмешательство оператора в обработку деталей сводится к минимуму.
Предназначение
Токарные станки с ЧПУ – современные варианты стандартных станочных аналогов, оснащенные рядом дополнительных функций, одной из которых является наличие системы ЧПУ. Такие устройства предназначены для обработки металлических заготовок токарным способом, но могут быть использованы и для работы с другими материалами. Благодаря этому токарные станки превратились в универсальные приборы, используемые в различных областях. Основная область применения – в заводских условиях и в быту.
С использованием станков с ЧПУ:
- производится внешнее и внутренне вытачивание деталей;
- изготовляются конусообразные элементы, или имеющие другие сложные формы;
- выполняется продольная обработка заготовки;
- производится черновая и чистовая обработка;
- регулируется длина деталей;
- вытачиваются пазы, выемки, отверстия;
- нарезается резьба дюймового и метрического типа.
Этот станок способен справиться с задачей практически любого уровня сложности. Поэтому область применения станков с ЧПУ для токарных работ – на предприятиях, занимающихся серийным производством деталей. Также использование токарных станков отмечается на частом производстве в малом бизнесе.

Классификация
Данные машины бывают трех типов:
- контурного;
- позиционного;
- адаптивного.
Первый тип включает приборы, работающие по заданной траектории. Такие агрегаты требуют контроля со стороны оператора. Ко второму типу относятся станки, способные выполнять обработку на устройстве точечным образом. Третий тип объединяет возможности контурного и позиционного станка.
Станки отечественного производства поступают в продажу с определенной маркировкой, при помощи которой можно определить возможности оборудования. Маркировка включает букву и цифру. Наиболее распространенные модели имеют маркировки:
- Ф1 – рабочий механизм выполняет обработку по заранее заданным координатам;
- Ф2 – рабочий механизм осуществляет точечную обработку;
- Ф3 – задается траектория, по которой выполняется точение на станках с ЧПУ под контролем оператора;
- Ф4 – комбинированная обработка, объединяющая возможности контурных и позиционных станков.
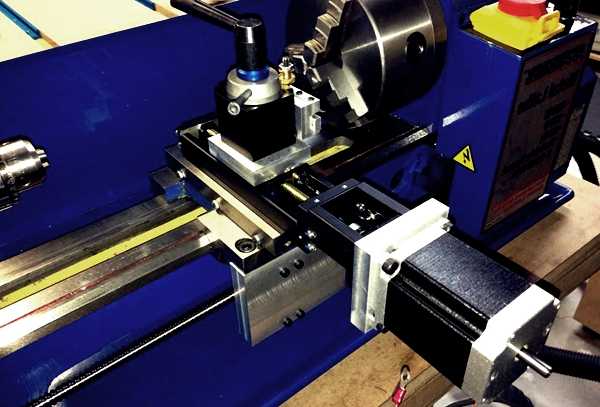
Также токарные станки с программным управлением отличаются:
- расположением оси шпинделя;
- расположением направляющих;
- конструкционными особенностями;
- видом осуществляемой обработки.
Приборы с числовым программным управлением делятся по уровням точности, каждому из которых соответствует определенная маркировка:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо-высокая;
- С – особо точные устройства (только мастер-станки).
Маркировка выбирается в зависимости от того, где планируется применение станочного прибора. Если в маркировке отечественного станка присутствует буква «С», это указывает на наличие дополнительных возможностей устройства.

Конструкция
В отличие от более старых аналогов современные станки, имеющие числовое программное управление, обладают более высоким показателем жесткости, и позволяют выполнить сложную обработку детали за более короткий период. Эти преимущества обусловлены конструкционными особенностями:
- отсутствием зазоров между придаточными элементами;
- высоким уровнем прочности несущих элементов, узлов агрегата и других комплектующих;
- минимальной длиной кинетических цепей и количеством механических передач;
- наличием сигнализаторов обратной связи;
- повышенной устойчивостью к вибрационным нагрузкам, возникающим при обработке деталей;
- наличием специальных систем, созданных для снижения иска тепловых деформаций.
Токарная обработка на станках обеспечивается благодаря направляющим. Этим комплектующие подвержены износу, но устойчивы к трению. Элементы конструкции взаимосвязаны между собой, и работают в одном режиме. Это условие связано с высокой точностью изделий.
Базовая конструкция токарного станка состоит из:
- станины;
- шпиндельной или передней бабки;
- суппорта;
- коробки подач;
- электрической части;
- револьверных головок.

Станина – основа оборудования, на которой размещаются остальные компоненты станочного прибора. Передняя бабка состоит из двух основных элементов агрегата: коробки скоростей и шпинделя. Суппорт включает нижнюю и верхнюю каретку – элементы, фиксирующие рабочий механизм. Суппорт получает движение через коробку подач. Устройство работает при помощи электромотора. Этот компонент аналогичен для различных моделей токарных станков, и может отличаться только мощностью. При помощи револьверных головок выполняется автоматическая замена инструмента.
При работе с габаритными заготовками могут использоваться станки, в конструкцию которых входят специальные тумбы. Они используются для фиксации детали на нужной высоте.
В продаже также имеются токарные центры, добавляющие токарному станку функции фрезеровочного аппарата.
Принцип работы
Работа на токарных станках с ЧПУ зависит от характеристик используемого прибора. Выбор станка зависит от:
- допустимого показателя толщины обрабатываемой заготовки;
- максимального расстояние, которое можно установить между центральными частями бабок;
- допустимого диаметра детали, устанавливаемой над суппортом.
Задняя бабка используется для установки фрезы, или другого рабочего инструмента. Движение бабки выполняется по траектории рельс, расположенных на станине. Длина перемещения равна размерам заготовки. Вдоль обрабатываемой детали перемещается рабочий инструмент, движение которого зависит от каретки. Суппорт отвечает за то, чтобы его положение не сбилось в ходе точения.

Одиночный держатель применяется для простой обработки станками. Более сложные задачи выполняются при помощи головок, способных разместить несколько резцов. Наибольшее количество резцов составляет четыре.
Использованию деталей при помощи такого устройства следует отдать предпочтение при работе со сложными формами.
Электромотор использует ременную передачу. Она способна обеспечить высокую производительность. Недостаток такой передачи заключается в растягивании ремня. Чтобы производительность сохранялась на высоком уровне, ремень периодически подтягивается.
Несмотря на то, что условно токарное оборудование с числовым программным управлением относится к автоматизированным системам, роль оператора в работе прибора очень важна. В обязанности оператора входит:
- выбор рабочего инструмента, необходимого для обработки на современном станке конкретной заготовки в соответствии с размерами и материалом;
- наладка станочного оборудования;
- тестирование агрегата перед запуском;
- внесение корректив в работу станка в случае необходимости;
- проверка готовых деталей на соответствие требований.

Оператор станка отвечает за работу современного токарного станка, контролирует ее выполнение, а также принимает меры безопасности при возникновении непредвиденных ситуаций. В случае поломки агрегата оператор оценивает степень проблемы, и выполняет ремонт, если это возможно. Также оператор должен уметь создавать управляющие программы, работать с ними, и изменять в случае возникновения ошибки. Это условие является обязательными при работе с устройствами ЧПУ.
Управляющая программа
Токарный станок с ЧПУ выполняет обработки детали на основе параметров управляющей программы (УП). Изготовление деталей без нее невозможно. Выбор управляющей программы зависит от области применения. Она может быть разработана самостоятельно специалистом, или приобретена уже готовой. Второй способ используется при изготовлении станком деталей со стандартными параметрами.
В большинстве же случаев при применении станков для производства новых деталей требуется создание индивидуальной управляющей программы. УП состоит из набора последовательных действий, необходимых для изготовления конкретной детали.
При помощи команд настраивается:
- перемещение рабочих инструментов;
- перемещение заготовки;
- скорость токарной обработки детали.
Программа пишется при помощи специального софта, устанавливаемого на компьютер. Для создания УП чаще всего используются приложения:
- AutoCAD;
- T-FlexCAD;
- NanoCAD;
- ArtCam;
- SolidWorks.
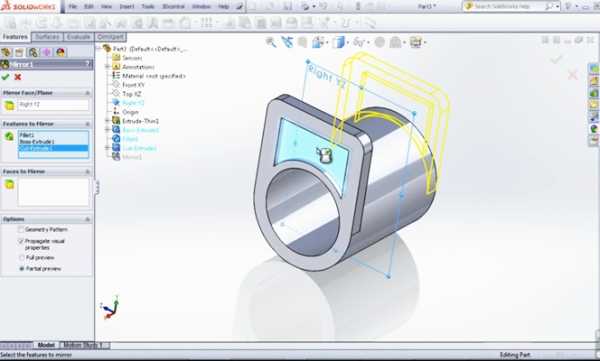
Управляющая программа создается в несколько этапов. На первом этапе разрабатывается трехмерная модель будущей заготовки. Эта работа осуществляется дизайнерами-программистами, использующими вышеуказанное программное обеспечение. После этого модель сохраняется в файл определенного формата, совместимого с управляющим блоком станка.
На втором этапе выполняется создание управляющей программы. Она включает комплекс команд, которые при последовательном выполнении создают реальную заготовку по ранее разработанной трехмерной модели. Управляющая программа также сохраняется в отдельный файл, который можно считывать со съемных носителей.
На третьем этапе УП загружается управляющий блок токарного станка, и запускается. Первый запуск является пробным, поскольку часто возникает необходимость в доработке программы. В этом случае сохраняются ошибки, при помощи программа которых программа корректируется, и снова загружается в ЧПУ станка. Если тестовый запуск показал соответствие нужным требованиям, разработка программы официально завершена, и ее можно использовать для чистовой обработки, и запускать в серийное производство.