Вспенивающийся полистирол что это такое
Что такое вспененный полистирол
Загрузка...Разберем что это такое — вспененный полистирол и какие плюсы и минусы его использования. Методы, способы и технологии переработки гранул при изготовлении вспененного полистирола многообразны и зависят от вида и назначения конечного продукта.
Начинается все с твёрдого и бесцветного вещества, полученного путём полимеризации стирола, называется полистиролом. Выпускается в виде цилиндрических прозрачных гранул. Заполняются гранулы стирола природным газом, для увеличения противопожарных свойств применяется углекислый газ. Возможно вспенивание в вакууме, без применения газов.
Особое место в ряду утеплителей на основе полистирола занимает пенополистирол. Получение вспененного или вспученного полистирола происходит по примерной схеме:
- заполнение гранул стирола газом;
- нагрев паром;
- увеличение объёма гранул в 30-50 раз;
- полное заполнение формы;
- спекание гранул между собой.
В составе вспененного полистирола нередко присутствуют антипирены, пластификаторы, наполнители, красители.
Плюсы

Основная сфера применения вспененного полистирола – строительство. Он лёгкий и удобный в работе, значительно удешевляет и ускоряет строительные работы. Находит применение на всех этапах строительных работ:
- утепление фундаментов;
- возведение монолитных стен с несъёмной опалубкой;
- изготовление и устройство шумоизолирующих стеновых панелей;
- утепление стен, полов, потолков и чердачных перекрытий;
- изготовление декоративных облицовочных панелей и элементов.
До недавнего времени ограниченное применение плит и панелей из вспененного полистирола было вызвано возможностью его возгорания. На сегодняшний день ГОСТ 15588-2014 обязывает производителей применять противопожарные пропитки и добавки в изделия.
Обработанные специальными антипиреновыми составами, строительные материалы из вспененного полистирола сегодня в применении не опаснее обоев.
Отдельно о токсичности

Учёные многих стран, исследовавшие исходную составляющую — стирол, дали заключение об отсутствии оснований для классификации материала как мутагенного, канцерогенного или обладающего репродуктивной токсичностью.
Стирол представляет собой бесцветную жидкость, нерастворимую в воде, но легко растворяющую другие полимеры. Вдыхание его паров опасно для здоровья человека.
В то же время он содержится в кофе, сырах, корице и даже клубнике. Иными словами, небольшая концентрация стирола в изделиях не может повлиять на самочувствие человека, а применение вспененного полистирола как строительного материала абсолютно безопасно.
О грызунах и насекомых

Как питательная среда для грызунов и других организмов состоящий из углеводородов вспененный полистирол не представляет никакого интереса, но жить в нём насекомые, грызуны и птицы могут.
Поэтому необходимо предусмотреть при использовании утеплителя такую возможность и исключить проникновение, либо обработать специальными составами.
Недостатки

- Верхний эксплуатационный предел вспененного полистирола составляет +60 градусов, при превышении предела он размягчается и теряет свои механические свойства.
- Возможна разрушение структуры от взаимодействия с красками на основе ацетона и некоторых видов растворителей, недопустимы в лакокрасочных покрытиях и хлорированные углеводороды.
- Не является хрупким материалом, всё же при его использовании нужно воздержаться от излишнего механического воздействия.
Эти недостатки не критичны, в основном вспененный полистирол является перспективным материалом, с большим будущим.
Поделиться
Твитнуть
Запинить
Нравится
Класс
Телеграмка
Пенополистирол: вспененный и экструдированный
 В зависимости от способа производства пенополистирол делится на вспененный EPS и экструдированный XPS. Вспененный стоит в 2-3 раза дешевле экструдированного и применяется для экономичного строительства. Экструдированный пенополистирол. не пропускает влагу, не горюч и имеет самый низкий коэффициент теплопроводности среди всех теплоизоляционных материалов.
В зависимости от способа производства пенополистирол делится на вспененный EPS и экструдированный XPS. Вспененный стоит в 2-3 раза дешевле экструдированного и применяется для экономичного строительства. Экструдированный пенополистирол. не пропускает влагу, не горюч и имеет самый низкий коэффициент теплопроводности среди всех теплоизоляционных материалов.
Вспененный пенополистирол чаще всего называют просто пенопластом. Он имеет вид гранул размером 2-8 мм, которые изготавливаются из суспензионного вспенивающего полистирола с добавлением антипирена. Формирование материала происходит методом удара паром за счет спекания гранул друг с другом. Вспененный содержит до 98% воздуха. Пенополистирол горюч, его разделяют на классы ПСБ и ПСБС - самозатухающий с антипиреновыми добавками. Материал имеет, как правило, белый цвет.
Вспененный пенополистирол обладает отличными шумоизоляционными свойствами. Применение материала практически не имеет нижней температурной границы. При изменении температуры на 17 град. С длина материала изменяется на 1%.
 В строительстве вспененный пенополистирол применяют для теплоизоляции ограждающих конструкций - стен, межэтажных перекрытий, полов. Нежелательно применять для утепления фундаментов, так как под воздействием влаги он может разрушиться в течение пяти лет.
В строительстве вспененный пенополистирол применяют для теплоизоляции ограждающих конструкций - стен, межэтажных перекрытий, полов. Нежелательно применять для утепления фундаментов, так как под воздействием влаги он может разрушиться в течение пяти лет.
Экструдированный пенополистирол - новое слово в сфере теплоизоляционных технологий. Это материал с равномерной структурой, которая состоит из полностью закрытых ячеек размером 0,1-0,2. При этом заполняются лишь ячейки, расположенные на поверхности, а внутрь экструдированного пенополистирола влага не попадает. Плиты экструдированного пенополистирола обычно цветные, чаще всего - оранжевые.
Экструдированный пенополистирол обладает самым низким коэффициентом теплопроводности среди теплоизоляторов (0,025-0,03 Вт/м3). Материал одновременно выполняет функцию пароизоляции.Среди других качеств утеплителя из пенополистирола - практически полное отсутствие водопоглощения, которое составляет не более 0,2% по объему.
 Экструдированный пенополистирол по нормативам используется для наружного утепления. Чаще всего это наружные стены, полы, плоские кровли на негорючих основаниях. Материал можно применять для утепления фундамента, так как он абсолютно не впитывает влагу и, следовательно, не разрушится под действием грунтовых вод. Нельзя использовать экструдированный пенополистрирол в вентилируемых фасадах, в деревянных стропильных кровельных системах.
Экструдированный пенополистирол по нормативам используется для наружного утепления. Чаще всего это наружные стены, полы, плоские кровли на негорючих основаниях. Материал можно применять для утепления фундамента, так как он абсолютно не впитывает влагу и, следовательно, не разрушится под действием грунтовых вод. Нельзя использовать экструдированный пенополистрирол в вентилируемых фасадах, в деревянных стропильных кровельных системах.
Стоит отметить, что экструдированный пенополистирол более сложен в изготовлении, для него требуется более дорогое оборудование, поэтому, чтобы раскрутить этот материал на рынке, производители создают бренды (самые крупные "Пеноплекс", "Технониколь", "Урса", Styrex и др). Обычный пенопласт производить можно и кустарно, покупают его больше, так как он в 2-3 раза дешевле экструдированного. Поэтому бренды для него не нужны.
 Лист вспененного пенополистирола толщиной 30 мм по теплопроводности эквивалентен толщине
Лист вспененного пенополистирола толщиной 30 мм по теплопроводности эквивалентен толщине
- 98 мм деревянной стены
- 250 мм пенобетона
- 425 мм кирпичной кладки (сплошной кирпич)
- 1065 мм железобетона
Сравним технические характеристики утеплителей:
Вспененный пенополистирол: коэффициент теплоизоляции (Вт/м*K) - 0,036-0,036; водопоглощение (%) - 2,0; класс горючести - Г3
Экструдированный пенополистирол: коэффициент теплоизоляции (Вт/м*K) - 0,025; водопоглощение (%) - 0,02; класс горючести - НГ
Технология производства пенополистирола из вспенивающегося полистирола.
Технология производства пенополистирола из вспенивающегося полистирола
1. Физико-химическая последовательность процесса.
Процесс производства пенопласта из вспенивающегося полистирола складывается из четырех
последовательных технологических операций.
А. Первоначального производства гранул из вспенивающегося полистирола
Б. Выдержки по времени вспененных гранул из вспенивающегося полистирола
В. Формирование блоков из вспенивающегося полистирола
Г. Сушка и выдержка по времени блоков из вспенивающегося полистирола.
А. Процесс производства гранул, происходящий во вспенивателе с помощью водяного пара, происходит при температуре 80-100 градусов Цельсия. Благодаря содержащемуся в гранулах порофору (обычно пентан, изопентан или пентан-изопентановая фракция), повышенной температуре и расширению водяного пара, гранулы многократно увеличивают свой объем и принимают микроячеистую структуру.
Б. Во время выдержки по времени вспененных гранул из полистирола происходит процесс диффузии воздуха вовнутрь микро ячеек и выравнивание давления внутри ячеек и атмосферным давлением.
В. Процесс формирования блоков из вспенивающегося полистирола, происходящий в закрытых формах, заключается в нагревании водяным паром вспененных и выдержанных гранул. Благодаря повышению температуры, а также заключенному в порах гранул порофору, воздуху и водяному пару, наступает дальнейшее расширение объема гранул и их взаимное слипание, приводящее к возникновению монолитного блока из пенополистирола. После охлаждения блока в форме наступает ее разъединение.
Г. Процесс выдержки по времени блоков из пенополистирола заключается в двусторонней диффузии воздуха внутрь микропор, и выравнивание давления между внутренним объемом ячеек и атмосферой. Сушка блоков заключается в выпаривании поверхностной влаги в атмосферу.
Разрезание блоков из пенополистирола производится с помощью натянутой нагретой проволоки. Кроме того, возможно применение для разрезания блоков продольных и поперечных пил, предназначенных для работы по дереву.
2. Сырье
Сырьем для производства блоков из пенополистирола являются гранулы полистирола, содержащие порофор. В состав порофора входят низкокипящие углеводороды – изопентан, пентан и другие.
2.2 Физико-химические свойства и требования к качеству сырья
Гранулы полистирола, предназначенные для производства блоков и плит, должны иметь вид круглых шариков белого или полупрозрачного цвета. Допускается наличие серповидных и рисообразных гранул полистирола.
Требования к гранулам
| Требования | Значение |
| Удельная плотность собственно гранул, г/см3 | 1.03-1.05 |
| Удельная плотность гранул надіп’ю, г/см3 | Около 0,6 |
| Содержание мономера стирола, %, не более | 1,2 |
| Вязкость 1% раствора бензина в кПа | 1,0-1,3 |
| Максимальное содержание влаги, % | 5,0 |
| Просев – максимальный остаток на сите с квадратным сечением | 4,0 |
2.3. Доставка и хранение сырья.
2.3.1. Требования к доставке сырья
Сырье доставляется в виде упаковок в закрытых средствах доставки – железнодорожным или
автомобильным транспортом. Разгрузка производится на разгрузочной рампе и сырьё доставляется на закрытый склад. Контроль за количественными характеристиками доставленного сырья производится лабораторным отделом.
Контроль должен производиться следующим образом:
а) Контроль содержания влажности в гранулах
б) Определение содержания мономера в гранулах
в) Определение вязкости гранул в 1% бензиновом растворе
г) Пробное вспенивание гранул
д) Определение удельного веса вспененных гранул
е) Анализ остатка на сите
ж) Пробное формование вспененных гранул
Могут быть выполнены дополнительные испытания качества в соответствии с методикой аттестации сырья, поданной производителем или методикой, принятой в стране.
2.3.2. Складирование сырья
Сырье храниться на складе. Температура в складском помещении не должна превышать 25-ти градусов Цельсия. Упаковки должны храниться на деревянных поддонах с высотой штабеля не более 3 м. Металлические бочки складировать в высоту не более 1-3. В складе надлежит обеспечить хорошую вентиляцию.
3. Характеристика источников энергии
3.1. Водяной пар
Процесс производства пенопласта из вспенивающегося полистирола требует доставки тепла как
средства энергии нагрева для первичного процесса вспенивания, процесса формирования блоков, а также нагревания воздуха сушилки и пневматического транспортирования вспененного сырья. После проведения эксперимента с другими формами энергии, мы пришли к выводу, что наиболее практичный источник энергии – это водяной пар. Водяной пар, применяемый для преобразования пенополистирола, должен быть насыщенным паром при давлении как минимум 0,25 мПа, не перенасыщенным водой. Оптимальное давление для формирования блоков и последующего вспенивания составляет 0,02-0,07 мПа. Более высокое давление приводит к увеличению скорости поступления пара в форму (время
формирования около 20 секунд). Параметры пара определяются при помощи термометра и манометра, установленных на линии подачи и вывода водяного пара. В целях выравнивания давления и равномерного высвобождения пара может быть установлен аккумулирующий сборник.
3.2. Электроэнергия
Электроэнергия применяется для приведения в действие вспенивателя, форм, оснащения для
разрезания блоков, пневмотранспорта и установленного освещения. Электроэнергия поставляется от промышленных источников питания при напряжении 380 или 220 В переменного тока. Контроль и изоляция токонесущих частей производится в соответствии с требованиями службы электробезопасности предприятия.
3.3. Сжатый воздух
Сжатый воздух предназначен для приведения в действие пневматических устройств: закрывания и
открывания форм, а также выталкивания сформированных блоков. Давление сжатого воздуха от источника должно составлять не менее 5 атмосфер. Полученный сжатый воздух проходит через нагревательный элемент и распределяется при помощи системы трубопроводов. Контроль и обслуживание частей системы подачи сжатого воздуха производит служба энергобезопасности предприятия.
4. Характеристика полуфабриката
Полуфабрикатом для производства блоков из вспенивающегося полистирола являются вспененные гранулы. Они получаются на этапе вспенивания и после высушивания подаются для формирования блоков.
4.1. Физико-химические свойства
| Требования | Значение | Место проведения контроля |
| Удельный вес насыпью в гр./1 | 15-20 | Обслуживающая лаборатория |
| Максимальный диаметр гранул в мм | 20 |
|
| Минимальный диаметр гранул в мм | 0,7 |
|
| Максимальное время выдержки по времени от момента вспенивания | 5 | Персонал, обслуживающий бункеры накопления |
| Максимальное время выдержки по времени от момента вспенивания | 8 | Персонал, обслуживающий бункеры накопления |
| Наличие агломератов размером более 4 см (вспененных | не допускается | Персонал, обслуживающий вспениватели |
| Максимальное количество выкрошившихся отходов в % | 5 | Персонал, обслуживающий бункеры накопления |
4.2. Доставка и складирование
Вспененные гранулы подаются при помощи пневмотранспорта в бункеры накопления, в которых
происходит их выдержка по времени. Температура при выдержке гранул составляет 25-30°С. Время выдержки гранул составляет от 8 часов до 5 суток. Выдержанные гранулы вместе с крошкой отходов пневмотранспортом поступают в дозаторы, находящиеся над формами.
5. Характеристика продукта
Готовым продуктом являются блоки из пенополистирола. Далее их режут на плиты по размерам,
зависящим от требований заказчика, что является уже только преобразованием готового изделия, не изменяющим его свойства.
5.1. Физико-химические свойства блоков из пенополистирола
| Требования | Значения |
| Удельный вес, кг/м3 | 15-20 |
| Сопротивление сжатию, при деформации пробки на 10%, более кг/ | 0,4 |
| Термостойкость, более, °С | 60 |
| Сопротивление пропусканию тепла, в ккал/м °С в час | 0,035 |
| Отсутствие разбухания в воде в течение 24 часов, менее, в % | 1,5 |
| Гигроскопичность в течение 120 часов, менее, в % | 0,6 |
| Размеры | Соответствуют требованиям заказчика |
6. Отходы
Максимальное количество отходов, образующихся в цикле производства изделий вспенивающегося полистирола, составляет не более 6,5%. Отходы складываются из выбракованных блоков, получающихся во время формирования и крошки, образующейся при разрезании блоков на плиты. Отходы размельчаются в дробилке (мельнице) и в качестве крошки отходов возвращаются в
производство. Крошка в смеси с выдержанными гранулами применяется для повторного производства блоков. Максимальное количество крошки при производстве и формировании блоков не должно превышать 5%.
7. Описание технологического процесса
7.1. Общее описание процесса
7.1.1. Процесс вспенивания гранул
Первой технологической операцией по производству изделий из вспенивающегося полистирола является вспенивание гранул. Процесс вспенивания происходит благодаря расширению пор гранул. Во время вспенивания, производимого во вспенивателе насыщенным водяным паром при температуре 90-100°С, в структуре полистирола образуются микропоры. Водяной пар, подающийся во вспениватель, играет двойную роль – нагревателя и дополнительной причины вспенивания (благодаря быстрой диффузии через стенки микропор), и приводит к многократному увеличению (до 50 раз) объема гранул. Во время вспенивания гранулы размешиваются с помощью механического размешивателя с целью избегания их слипания. Водяной пар подается по системе трубопроводов, подключенной к задней части вспенивателя. Во вспенивателе гранулы размешиваются вертикальным размешивателем, состоящим из системы лопастей, предотвращающих слипание гранул. Расширенные гранулы перемещаются к горловине вспенивателя и высыпаются через засыпное отверстие, размещенное в верхней части стенки вспенивателя. Из вспенивателя гранулы полистирола выпадают в сушилку. Поток теплого воздуха высушивает их и выдувает к горловине инжектора системы пневмотранспорта, которая доставляет гранулы в бункер. Сушилка и система пневмотранспорта обеспечиваются теплым воздухом (более 50°С) путем нагнетания вентиляторами и нагрева паром. В целях обеспечения возможности регулирования количества поданных гранул, предусмотрена
регулировка количества оборотов червячного дозатора, давления подводимого водяного пара. Определение количества подаваемых гранул возложено на персонал, обслуживающий вспениватели, которые наблюдают за внешним видом гранул. Контрольно-измерительное оснащение вспенивателя состоит из регулирующих вентилей и контрольного манометра измерения давления водяного пара на линии подачи пара во вспениватель, а также весов для определения веса насыпанных вспененных гранул.
Остановка вспенивателя Каждый раз при остановке вспенивателя необходимо выполнить следующие операции:
- Остановка червячного дозатора.
- Отключение подачи пара.
- Отключение механического размешивателя по остывании.
- Опорожнение вспенивателя от вспененных гранул.
Аварийная остановка вспенивателя (отключение электроэнергии, остановка размешивателя) Требует отключения подачи пара и включение сжатого воздуха для остужения гранул. Несоблюдение этих правил приводит к дальнейшему вспениванию гранул и выходу из строя привода вспенивателя. Возобновление работы при аварийной остановке может наступить после ее опорожнения от находящихся внутри гранул и осмотра вспенивателя.
7.1.2. Выдержка гранул по времени
Опорожняющая часть пневматического транспорта направляет гранулы в бункеры. В бункерах происходит процесс выдержки по времени вспененных гранул. Это простая технологическая операция, имеющая, однако, большое значение для дальнейшего производства и влияющая на качество сформованных изделий. Во время выдержки по времени вспененных гранул в бункерах со свободно поступающим воздухом происходит процесс диффузии воздуха внутрь гранул и выравнивания разницы давления между внутренностью гранул и атмосферой. Длительность процесса в зависимости от количества насыпанных гранул, их размера, температуры воздуха колеблется от нескольких до нескольких десятков часов. Общепризнанным является оптимальное время выдержки в течение 8 часов при комнатной температуре. Время выдержки гранул не следует продлевать более недели вследствие потери пор и ухудшения качества изготовленных изделий из передержанных гранул. В целях уверенности, что температура выдерживания гранул, которая должна соответствовать 22-28°С, в помещении, в котором находятся бункеры, устанавливается нагревательная аппаратура, а для контроля служит настенный термометр. В целях обеспечения выдерживания по времени следует производить записи в соответствующих журналах и опорожнение выполнять в соответствии с табличками на бункерах. Выборка гранул производится из нижней части бункеров в систему пневматического трубопровода по трубам и с помощью потока воздуха транспортируется в соответствующие приспособления над формами. Заполнение приспособлений производится периодически, каждый раз после опорожнения. Из приспособлений вспененные гранулы поступают в формы.
7.1.3. Формирование блоков из вспенивающегося полистирола
Формирование блоков из пенополистирола является наиболее важной операцией в цикле производства изделий из пенопласта. Во время этой операции засыпанные в формы вспененные гранулы дополнительно обрабатываются и слипаются между собой, образуя изделие в соответствие с заданной формой, в которой они находятся. Смыслом этой операции является нагревание гранул, которое приводит к эффекту дальнейшего
увеличения их объема. Увеличение объема в замкнутом пространстве формы совместно с повышенной температурой материала приводит к слипанию гранул между собой и заполнению всего объема формы. Применяемый метод производства требует использования насыщенного водяного пара как источника энергии. Водяной пар в процессе формирования, так как и при операции вспенивания, также играет роль образователя пор. Существенным элементом цикла является его начальная фаза - это устранение воздуха, имеющегося в свободном пространстве между гранулами и стенками формы. Это производится выдуванием его струей водяного пара. Но и дополнительная роль водяного пара в процессе формирования чрезвычайно важна. Наличие воздуха снижает скорость нагрева гранул и приводит к ухудшению качества их слипания (так называемое рассыпании блоков) или приводит к образованию в форме свободных пустот, не заполненных гранулами, так называемых каверн. Конечной операцией цикла формирования является охлаждение сформированных блоков. От этой, как кажется, простой операции очень сильно зависит качество блоков, а также удачность цикла
формования.
Цикл формования блока состоит из следующих операций:
А. Нагревание формы. Перед наполнением формы гранулами надлежит ее нагреть до температуры 80-90°С (при более высоких температурах гранулы будут слипаться сами по себе по мере их засыпания до подачи водяного пара). Во время нагревания форма должна быть закрыта, а конденсат и избыток поступающего пара должен быть направлен выделенным трубопроводом из здания. Нагревание формы имеет конечной целью избежание увлажнения гранул конденсатом, остающимся на холодной поверхности стенок формы. Поступающий на последующих этапах формирования пар должен только дополнительно нагревать стенки формы.
Б. Смазывание поверхности формы. Производится с помощью впрыскивания на внутреннюю поверхность формы раствора мыла или другого средства с целью обеспечения свободного отлипания сформированного блока от формы. Операции можно избежать, если гладкие внутренние стенки форм позволяют лёгкую выемку сформированного блока.
В. Наполнение формы. Подготовленная в соответствии с пунктами А и Б форма заполняется гранулами через сборник под давлением. Наполнение формы должно быть полным для обеспечения соответствующего качества изделия.
Г. Продувание формы водяным паром. После заполнения формы и ее закрывания с помощью пневматического привода и герметичным замыканием – контрольная лампочка на пульте управления, водяной пар подается в верхние и боковые части стенок формы и выводится (вначале как смесь воздуха и водяного пара) через камеру в нижней части формы в коллектор конденсата и водяного пара при открыто находящемся там вентиле. Давление пара в камерах во время операции должно составлять 0,03-0,05 мПа, время продувки 10-20 сек.
Применение более длительного срока продувки нежелательно, так как приводит к ухудшению слипания гранул между собой во внешней и нижней частях формы, а наоборот, сокращение времени продувки приводит к остатку воздуха в форме и образованию пустот.
Д. Собственно формирование. После проведения продувки, закрывается вентиль отвода пара и
конденсата, а также проводятся дальнейшие операции по формованию. В это время возрастает давление пара в форме до 0,04-0,06 мПа, в том числе и в свободном пространстве между гранулами. Возрастание давления должно достигнуть максимального значения и контролироваться с помощью манометров.
Во время формования гранулы разогреваются, дополнительно вспениваются и вспененные полностью занимают объем формы. Находящийся там пар проникает через стенки гранул и приводит к слипанию гранул между собой. Время формования блоков составляет 8-12 секунд.
Е. Выемка сформованных блоков. Сформированные блоки выталкиваются из формы при помощи установленного выталкивателя. Для исправного выполнения этой операции необходимо устранение причин прилипания гранул к стенкам формы, которое достигается путем нанесения средств против прилипания перед загрузкой форм. По мере эксплуатации наступает пассивность по отношению к прилипанию стенок форм и в дальнейшем можно избегать смазки.
Контрольно-измерительная аппаратура форм размещена на пульте управления. Кроме того, на линии подачи пара имеется регулирующий вентиль и манометр, а также вентиль на коллекторе конденсатора и отвода из формы. Во время приостановки работы следует прекратить подачу пара, а также сжатого воздуха и электроэнергии. Время пребывания сформованного блока в форме зависит от сырья и составляет 10-30 минут.
7.1.4. Выдержка блоков по времени
Конечно, технологической операцией является выдержка сформованных блоков по времени, когда наступает проникновение воздуха в блоки, а также его сушение. Выдержку и сушение блоков следует производить при температуре 22-30°С в течение 8 часов.
7.1.5. Разрезание блоков на плиты
Последним действием, которое производится над блоками, является процесс их преобразования в плиты. Он заключается в разрезании блоков при помощи разделительного провода. Разрезанию следует подвергать блоки, выдержанные по времени и высушенные. Разрезание блоков разогретым проводом возможно благодаря тому, что температура разогрева провода выше температуры плавления пенопласта и оставляет за собой литую поверхность, благодаря чему усиливается значение упругости материала. Разрезание блоков на плиты производится на оснащении, состоящем из подвижного стола и стальной рамы с натянутыми проводами. Благодаря легкой системе регулировки расстояния между проводами можно регулировать толщину разрезанных плит в соответствии с требованиями заказчика. Разрезанные плиты из пенопласта измеряют в соответствии с требованиями, принятыми на производстве, упаковываются или доставляются навалом через склад заказчику.
8. Стоки и отходы
8.1. Технологические стоки
Стоки предназначены для стока пара, воды и конденсата из вспенивателей, форм и с места
расположения производственных мощностей. Единственная защита стока – это защита от механического занесения гранул.
8.2. Отходы
Отходы, образующиеся в процессе производства блоков, а также механического разрезания блоков на плиты вместе с гранулами, рассыпанными во время транспортировки пневмотранспортом, возвращаются в процесс производства. Количество отходов, образующихся на различных этапах производства не должно превышать 6,5% и это значение составляет разницу между нетто произведенным и брутто примененным. 8.3. Испаряемые газы
Образующиеся в процессе производства газы составляют пар и пентан. Наибольшее количество пентана находится в отводах из впенивателей. Выхлоп убирается вытяжной вентиляцией в атмосферу, где он становится безопасным. На рабочих местах, где установлены вспениватели и имеется максимальная концентрация выхлопа, установленное оборудование должно обеспечивать достаточный отвод газов.
Вытяжное вентиляционное оборудование обеспечивает многократную замену воздуха в помещении и не допускает концентрацию пентана, угрожающую пожаром или взрывом.
9. Безопасность и гигиена труда
На всех стадиях производства пенополистирол не является токсичным и нет необходимости применять средства для вредного производства. В производственных помещениях, в которых имеется повышенная влажность (помещения вспенивателей и форм), пол следует выложить деревянным паркетом. Каждое место следует обеспечить общей инструкцией обслуживания, в которой определяется способ работы и соответствующие предписания, утвержденные службой безопасности труда, работы в соответствии с технологической инструкцией работы на данном оборудовании. Персонал к работе может быть допущен только после ознакомления с правилами технологии, эксплуатации, обслуживания и безопасности труда на данном оборудовании. Во время эксплуатации следует обратить внимание на следующие вопросы:
А. Оснащение рабочих мест общей инструкцией по обслуживанию Б. Подключить систему сигнализации и защиты от возрастания давления пара В. Проводить обслуживание системы трубопроводов пара и воздуха под давлением Г. Во время подачи пара в формы находиться за пультом управления за защитным экраном Д. Проверять состояние пневмотранспорта Е. Запретить курение в производственных и складских помещениях Ж. Проверять состояние вытяжного оборудования З. Не блокировать путей транспортирования и двери Во всех помещениях следует поместить надписи о запрещении курения, гашения пожара водой
оборудования под напряжением, оборудовать помещения средствами пожаротушения. Во время ремонтных работ в качестве местного освещения применять лампы с напряжением 24В.
10. Обеспечение пожарной безопасности
Объект производства относится к третьей категории объектов по пожарной безопасности. Здание
относится к классу «С», причем помещение склада сырья должно быть класса «А» и иметь огнеупорные двери. Все помещения должны быть оборудованы гидрантами. Кроме того, все помещения должны быть
обеспечены средствами пожарного тушения в количестве не менее: углекислотные огнетушители (по два в каждом помещении), 2 углекислотных агрегата тушения (в помещении бункеров и выдержки блоков), 2 асбестовых тента (по 2 в каждом помещении).
11. Процесс двойного вспенивания гранул из пенополистирола.
Процесс двойного вспенивания гранул применяется для уменьшения расхода сырья, менее 14-15 кг/м3. Процесс заключается в том, что во время первого вспенивания, удельная плотность гранул насыпью находится в пределах 16-18 кг/м3, а после их высушивания проводится повторное вспенивание и удельный вес насыпью составляет 11-12 кг/м3. Гранулы после проведения процесса выдержки предназначаются для формирования изделий с плотностью 12-15 кг/м3. Процесс вспенивания можно проводить многократно и довести плотность до 5-7 кг/м3, однако формование изделий из таких интенсивно вспененных гранул затруднено, так как в них остается небольшое содержание порофора. Также изделия из него характеризуются невысокой стойкостью к механическим воздействиям, когда содержание полимера составляет 0,5-0,7 % от объема, а воздуха соответственно 99,3-99,5% объема. Процесс многократного вспенивания был запатентован еще в 1961 году.
11.1. Теоретическое обоснование процесса двукратного вспенивания.
Из кинетической кривой вспенивания следует, что процесс проходит интенсивно в течение первых 2-3 минут и масса насыпанных гранул уменьшается с 550 до 25-30 кг/м3 или в 18-22 раза, соответственно увеличивается объем, а при более долгом вспенивании процесс затормаживается, даже может иметь место увеличение плотности гранул. Это связано с потерей порофора при вспенивании. Во время нагревания гранул до температуры вспенивания (около 100°С) находящийся в них порофор-пентан (химическая формула С5Н12, температура кипения – 36,5°С) превращается в пар. Его утечка невелика и для поддержания равновесия давления гранулы расширяются. Основные потери происходят по причине увеличения объема, а главное времени вспенивания. В процессе многократного вспенивания гранул порофор разрежается воздухом, проникающим в гранулы в процессе выдержки. Время двойного вспенивания почти совпадает со временем одинарного вспенивания, поэтому потери порофора одинаковы в обоих случаях. Во всех случаях вспенивания существенна роль пара. Он является дополнительным источником
вспенивания. Благодаря сильной диффузии он проникает в образующиеся микропоры и приводит в соответствие давление в гранулах с внешним давлением.
11.2. Процесс двойного вспенивания.
Технологический процесс двойного вспенивания выглядит следующим образом: на первом этапе
вспенивания, проводящейся в атмосфере водяного пара, надлежит довести удельный вес гранул до 16-18 кг/м3. Условиями получения такой интенсивности вспенивания являются соответствующий подбор скорости их дозирования, времени пребывания во вспенивателе или температуры вспенивания посредством использования смеси пара и воздуха. После первой стадии гранулы высушивают на месте в подвешенном состоянии при как можно более высокой температуре и выдерживают на месте. Расчеты по выдерживанию для 1 ступени: температура 15-25°С, время 3-8 часов. Высушенные гранулы повторно поступают во вспениватель и при помощи пара или смеси его с воздухом вспениваются до достижения удельного веса 11-12 кг/м3. Двукратно вспененные гранулы высушивают подобно 1 ступени и направляют в бункеры, в которых их выдерживают. Расчеты по выдерживанию для 2 ступени: температура 15-25°С, время 5-15 часов. После выдержки гранулы предназначаются для формирования блоков. Условия формирования блоков следует подбирать опытным путем, имея в виду повышенную деформируемость гранул при низком удельном весе на сжатие у сформированных блоков.
11.3. Технология процесса и оснащение
Первое вспенивание Во время этого этапа гранулы должны достичь удельного веса насыпью в пределах 16-18 кг/м3. Для этих целей необходимо подобрать определенные параметры вспенивания. Этого можно достичь посредством:
- уменьшения уровня засыпания во вспениватель, что приводит, однако, к уменьшению
производительности - уменьшение количества подаваемого пара во вспениватель и тем самым уменьшение температуры во вспенивателе
- применение смеси пара и воздуха
- сокращение времени пребывания гранул во вспенивателе посредством увеличения скорости
дозирования.
Последний вариант является наиболее приемлемым, потому что не уменьшает производительность вспенивателя. Чтобы количество подаваемого через шнек сырья стало меньше (при полном заполнении шнека) при максимальных оборотах надлежит увеличить количество оборотов шнека путем замены ременной передачи.
11.4. Сушение гранул после первого вспенивания
Процесс сушки проводится в существующих сушилках. Не требуется ее специальная доработка для двойного вспенивания.
11.5. Выдержка гранул после первого вспенивания
Несмотря на то, что гранулы после первого вспенивания имеют более высокий удельный вес, время выдержки гранул сокращается и составляет 3-8 часов. Как известно, время выдержки гранул меньшего диаметра меньше. Температуры выдержки составляют 15-25°С. 11.6. Второе вспенивание Процесс второго вспенивания проводится аналогично первому. Следует подобрать те же параметры:
- скорость дозирования
- температура во вспенивателе
Основными критериями оценки правильности работы вспенивателя является определяемый удельный вес гранул насыпью, а также отсутствие появления пыли по выходу из сушилки. В случае появления пыли из гранул, надлежит уменьшить температуру вспенивания (уменьшить
количество подаваемого пара или обогатить смесь воздухом) или увеличить скорость прохождения гранул (дозирование) через вспениватель путем увеличения оборотов подающего червякового шнека. Вспененные повторно гранулы, в связи с их малым удельным весом, более чувствительны к
механическим повреждениям во время их транспортировки. Поэтому следует уменьшить скорость
транспортировки путем изменения скорости работы вентилятора.
11.7. Выдержка гранул после второго вспенивания
Из сушилки через инжектор гранулы направляются в существующие бункеры, где происходит процесс диффузии воздуха в образовавшиеся микропоры. Оптимальное время выдержки после второй ступени вспенивания составляет несколько часов в зависимости от размера гранул. Температура выдержки должна составлять, как и во время первой выдержки, в пределах 15-25°С. Время выдержки при одинаковом удельном весе зависит от размера гранул.
11.8. Процесс формирования блоков
Процесс формирования блоков при двукратном вспенивании не сильно отличается от обычного
процесса. Также следует обеспечить продувку формы, наполненной гранулами. Давление пара во время этой операции должно быть в пределах 0,1-0,2 атмосфер, а время продувки как можно меньшим, в границах нескольких секунд. Расчеты продувки и дальнейшая подача пара должны обеспечивать равномерное нагревание гранул во всем рабочем объеме формы. Давление пара во время формования должно составлять 0,4-0,7 атмосфер в зависимости от качества гранул (удельного веса содержащегося полимера). Время формирования с учетом повышенной чувствительности к механическому воздействию не должно быть большим, потому что это приведет к осыпанию (появлению пыли) блоков, даже во время формирования и далее в процессе охлаждения. Общее время воздействия пара должно составлять 15-40 секунд, время охлаждения 5-10 минут, в
зависимости от температуры формования, а также давления пара, конструкции формы и ее герметичности. Данные должны определяться опытным путем с учетом качества сырья, а также удельного веса после второго вспенивания.
12. Описание и порядок эксплуатации вспенивателя, предназначенного для
ступенчатого вспенивания пенополистирола
12.1. Описание и порядок эксплуатации
Вспениватель следует устанавливать на твердой ровной поверхности и выравнивать по длине и ширине при помощи уровня. Первой технологической операцией является вспенивание гранул. Процесс вспенивания возможен благодаря порофору, который содержится в гранулах. Во время вспенивания, производимого при помощи водяного пара, подаваемого во вспениватель при температуре 90-100°С (давление пара 0,1 мПа) в монолите полистирола возникает микропористая структура. Водяной пар, подаваемый во вспениватель, играет двойную роль: основную – нагревание и дополнительную – источника вспенивания (благодаря высокой скорости диффузии через стенки микропор), приводит к многократному (до 50 раз) увеличению объема гранул. Во время вспенивания гранулы перемешиваются при помощи механической мешалки с целью предотвращения их слипания. Водяной пар подается во вспениватель при помощи трубопровода к нижней его части. Во вспенивателе гранулы перемешиваются вертикальной мешалкой, состоящей из системы лопастей, предотвращающей слипание гранул. Увеличивающиеся в объеме гранулы перемещаются в верхнюю часть вспенивателя и опускаются через отверстие засыпания, размещенное в верхней части стенки вспенивателя. Из вспенивателя гранулы полистирола выпадают в сушилку. Поток теплого воздуха высушивает их и выдувает в горловину (инжектор) пневмотранспорта, который доставляет их в бункеры. Сушилка и транспортная часть приводится в действие теплым воздухом (более 50°С) при помощи
вентиляторов и обогревается паром. В целях возможного регулирования производительности и насыпного веса гранул, вспениватель
имеет: А. Возможность двукратного вспенивания, Б. Регулировку скорости оборотов шнековых дозаторов. Определение насыпного веса является обязанность обслуживающего персонала, который проводит внешний осмотр вспененных гранул. Контрольно-измерительное оборудование состоит из вентилей закрывания и манометра контрольного давления водяного пара на линии до вспенивателя, а также винта, регулирующего обороты червячной передачи.
12.2. Требования по безопасности труда
- вспениватель может обслуживаться только персоналом, ознакомленным с принципом его действия и устройством, а также с правилами безопасности труда
- обслуживающий персонал должен соблюдать общие правила безопасности труда, обязательные на предприятии
- рабочее место должно быть надлежащим образом освещено и быть чистым, а работник, обслуживающий вспениватель, должен работать в одежде и обуви, находящейся в надлежащем состоянии
- при манипуляциях с паровым вентилем руки должны быть одеты в рабочие рукавицы
Запрещается:
- открывание дверки главного сборника вспенивателя, а также выполнение внутреннего осмотра сборника во время работы мешалки
- включение двигателей привода при открытых защитных кожухах системы ременной передачи
- манипулирование рукой в контрольном лючке червячной передачи при работающем оборудовании.
12.3. Порядок работ перед началом работы вспенивателя
Перед началом работы вспенивателя необходимо выполнить следующие действия:
- Проверить герметичность системы подачи пара по трубопроводу при давлении 0,1 МПа.
- Убедится в правильности подключения к электросети.
- Проверить состояние защитного кожуха на ременной передаче.
- Мусор, попавший в главный сборник, может повредить мешалку и сетку.
- Мусор, попавший в сборник засыпания гранул, может повредить червячную передачу, подающую гранулы в главный сборник вспенивателя.
12.4. Обслуживание во время работ
- Тщательно закрыть дверки на главном сборнике вспенивателя.
- Осторожно открыть паровой вентиль и нагреть главный сборник в течение 10-15 минут.
- Наполнить главный сборник гранулами при помощи червячной передачи. Во время работы сборник (первая ступень вспенивания) должен заполняться автоматически.
3а. Для заполнения во второй ступени вспенивания наполнить бункер второй ступени вспенивания
гранулами, прошедшими через первую ступень при помощи червячной передачи большего диаметра. Бункер второй ступени заполняет себя при помощи вентилятора.
- Включить двигатель мешалки в главном сборнике.
- Включить червячную передачу, подающую гранулы в главный сборник.
- Включить пневмотранспорт, а также сушилку.
- Следить за текущей работой вспенивателя.
12.5. Обслуживание по окончании работ
- Выключить червячную передачу.
- Выключить червячную передачу по опорожнении засыпного сборника.
- Перекрыть подачу пара во вспениватель и подать сжатый воздух в целях охлаждения
сборника. - Выключить двигатель привода мешалки в главном сборнике по охлаждении (примерно через 60 минут).
- Выключить вентилятор, а также сушилку.
- Выключить подачу электроэнергии главным рубильником.
Каждая остановка вспенивателя требует:
- Остановка червячного дозатора.
- Отключение подачи пара.
- Отключение механической мешалки по охлаждении.
- Опорожнение вспенивателя от вспененных гранул через дверки во вспенивателе.
12.6. Порядок действий при аварии (выключение электроэнергии, остановка
мешалки)
Требует немедленного отключения подачи пара и включения подачи сжатого воздуха с целью
охлаждения гранул. Невыполнение этих правил может привести к слипанию гранул, находящихся внутри в агломерат, что может повредить оборудование привода вспенивателя. Возобновление работы вспенивателя после аварийной остановки может производиться после опорожнения находящихся внутри гранул и осмотра вспенивателя
Получение полистирола вспененного и листового
ПС и сополимеры стирола
Полистирол (ПС, PS, polystyrene) – это твердый, аморфный полимерный материал, получающийся путем полимеризации стирола и относящийся к категории термопластов. Полистирол бывает общего назначения (ПСОН, GPPS), ударопрочный, вспенивающийся, а также разработано большое количество прочих сополимеров стирола. Ударопрочный ПС (УПС, УПМ) является блоксополимером стирола и каучука. Полимер в чистом виде достаточно хрупок, нуждается в модификаторе ударной вязкости или других аддитивах.
Ударопрочный полистирол за счет включений каучуковых мономерных звеньев обладает большей гибкостью и ударной вязкостью. При этом он имеет более низкую прочность на растяжение и термостойкость, чем ПС общего назначения. Также каучуковые звенья в УПС снижают его хрупкость и ухудшают оптические свойства материала. Такой сополимер отлично подходит для получения листов с дальнейшим термоформованием продуктов.
Вспенивающиеся полистиролы (ПСВ) – группа материалов, в состав которых включены специальные вспенивающие агенты, они применяются для изготовления пенопластовых изделий. ПСВ имеют отличные теплоизоляционные характеристики, минимальный удельный вес и используются для производства упаковки и отделочных строительных материалов.
Полистиролы в России производят ОАО «Нижнекамскнефтехим», ООО «Газпром нефтехим Салават», ООО «Стайровит» (Группа «Пеноплэкс»), и СИБУР (выпускает ПСВ).
Получение
Как следует из названия полимера, полистирол получают путем полимеризации стирола или фенилэтилена, представляющим собой жидкое вещество, имеющее резкий запах. Синтез проходит в массе в присутствии катализатора. Схематически реакция полимеризации стирола показана на рис.1. Обычно ПС выпускают в форме гранул от 2 до 5 мм в диаметре, расфасованных в мешки по 25 кг.
Рис.1. Синтез ПС
Свойства
ПС при нормальных условиях выглядит как аморфное стекловидное вещество. Примерно при 80 градусах С пластик становится высокоэластичным, при 239 градусах С плавится. Ниже приведены основные свойства ПС общего назначения (GPPS).
- плотность около 1060 кг/куб.м;
- высокая хрупкость;
- минимальная температура эксплуатации -40°С;
- максимальная температура эксплуатации +75 °С;
- невысокий коэффициент термического расширения;
- хорошая водостойкость и химстойкость, в том числе к кислотам и щелочам;
- слабое влагопоглощение;
- хорошая стойкость к радиации;
- слабая стойкость к ультрафиолетовым лучам;
- сильные электроизоляционные свойства;
- высокая пожароопасность;
- экологически чистый, некоторые марки имеют пищевой допуск.
Разновидности стирольных пластиков
Помимо ПСОН промышленность производит большое количество других модификаций стирола и его сополимеров с другими мономерами. Рассмотрим наиболее часто применяющиеся из них.
-
Гомополимер
GPPS - полистирол аморфного типа общего назначения.
SPS - кристаллизующийся синдиотактический ПС.
-
-
Сополимеры
Сополимеры
|
Аббревиатура |
Расшифровка по-русски |
|
ABS |
АБС-пластик |
|
ASA |
АСА-сополимер |
|
HIPS |
ПС высокой ударной прочности, УПС |
|
MABS |
Прозрачный АБС |
|
SAN |
САН |
|
SBS |
Стирол-бутадиен-стирольный термоэластопласт |
|
SEBS |
Стирол-этилен-бутилен-стирольный термоэластопласт |
Переработка
Полистирол и сополимеры являются одной из самых крупнотоннажных групп полимеров, производимых в мире. Технология их переработки, как правило, не представляет большого труда. Полимеры стирольной группы могут перерабатываться всеми основными методами. Причем хуже всех поддается переработке именно самый простой ПСОН ввиду своей хрупкости, ломкости и склонности к растрескиванию при любых напряжениях (в том числе внутренних). Это связано с тем, что линейная усадка ПС при переработке может достигать трех процентов, тогда как относительная деформация до разрушения обычно меньше этого значения. Сополимеры стирола перерабатываются без каких-либо проблем.
Полистирольные листы и плиты (в том числе из вспененного ПС или EPS) получают методом экструзии на плоскощелевых экструзионных линиях, это касается и вспененного ПС. Зачастую, лист не является самостоятельным изделием и отправляется на дальнейшую переработку методом пневмо- или вакуумформования (термоформования) в упаковочные продукты или одноразовую посуду. Термоформование производится либо на специальных машинах периодического действия, либо на автоматических термоформовочных линиях высокой производительности.

Рис.2. Виды вспененного материала EPS
Литьем под давлением из ПС производят товары для дома, кухни (масленки, хлебницы, баночки для хранения сыпучих и т.п.), автомобильные и строительные изделия и т.д. Для переработки полистирольных пластиков литьем нет необходимости в специальном оборудовании. Можно применять стандартные термопластавтоматы и использовать любые разновидности форм, в том числе горячеканальные, запорные, многокомпонентные и т.п. Важно иметь ввиду, что литьевые уклоны для ПСОН желательно проектировать больше, чем для других термопластов (не менее 2 градусов). Это связано с описанной выше совсем небольшой относительной деформацией при разрушении. Кроме того, отливку в форме нельзя сильно охлаждать, желательно извлекать изделие как можно более горячим.
Для окраски изделий из ПС в массе существуют специальные суперконцентраты пигментов на основе полистирола. Также при малом процентном вводе и невысоких требованиях к прозрачности, полистирольные изделия можно окрашивать СКП на основе полиолефинов.
Вспенивающийся ПС (не путать со вспененным) перерабатывается на специальных машинах, где вспенивание происходит при помощи горячего пара. Таким образом выпускают защитную пенопластовую упаковку и строительные отделочные плитки, профили, панели.
Применение
Уникальные свойства ПС и пластиков полистирольной группы, вариативность их свойств, относительная простота и доступность привели к тому, что стирольные полимеры стали очень популярны в различных областях применений. Их используют в том числе:
-
В домашнем хозяйстве, прежде всего на кухне. ПС применяется для производства многочисленной недорогой кухонной утвари и посуды, например всем известных недорогих пластиковых кружек с печатью. Практически все изделия с высокой степенью прозрачности и твердости в наших домах изготовлены из полистиролов, таких как САН и т.п. ПС – безусловный лидер по выпуску посуды и столовых приборов однократного применения, которые, однако, переживают не лучшие времена и подвергаются ограничениям и запрету во многих странах.

Рис.3. Хлебница – классическое ПС изделие для кухни
-
Для строительной индустрии из полистирола и его производных выпускают теплоизолирующие и мембранные материалы, сэндвич-панели, отделочные материалы, остекление, звукоизоляцию, клеи и краски и т.п. Полистирол в форме прозрачных или цветных листов применяют внутри зданий и даже снаружи вместо неорганического стекла, для изготовления вывесок, душевых, теплиц, перегородок, дверей.
-
В медицине из ПС состоят корпуса медоборудования, посуда, компоненты одноразовых изделий и т.д.
-
В светотехнике из полистиролов изготавливают рассеиватели недорогих светильников. Особенно это направление обрело популярность в последние годы ввиду распространения светодиодов, которые не нагревают светильник так сильно, как лампы накаливания.
-
В электротехнике ПС используют для производства фильтров, элементов электроизоляции, и других деталей.
-
Широчайшее значение материал имеет в упаковке. ПС пленка в огромных количествах применяется для изготовления контейнеров, лотков (используется также вспененный полистирол), коррексов и проч. Кроме того ПС используют наряду с ПВХ для выпуска все более популярной блистерной упаковки.
-
Кроме того, полистирол используют для производства пластиковых карт, канцтоваров, детских товаров, корпусных деталей, сантехнических компонентов, в дизайне и рекламной индустрии и т.д.
Экология и вторичная переработка
Полистирол безопасен для здоровья человека и живых организмов. Однако, мономер, из которого получается пластик – стирол вещество достаточно опасное. В случае деструкции ПС (например, при горении или даже при переработке) он может выделяться вкупе с некоторыми другими ядами. Нужно иметь этот факт в виду, и принимать меры против возгорания в помещениях, отделанных полистиролом.
Вторичная переработка ПС аналогична переработке других полимеров. Полистирольные изделия собирают, моют, сушат, а затем регранулируют на грануляторах экструзионного типа. Проблему составляет отделить стирольные пластики от других полимеров похожего внешнего вида и плотности. Также дело портит большое разнообразие самих сополимеров стирола и небольшой объем применения каждого из них по сравнению с общей массой полимеров.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
характеристики и вся правда об утеплителе + Фото и Видео
Отопление квартиры в зимнее время обходится нам ой как недешево, а цены на энергоносители с каждым годом непомерно растут. И очень жаль, когда столь дорого обходящееся тепло бесполезно уходит из квартиры наружу. Причем потери эти просто огромны. Впрочем, есть неплохой способ их снизить: обшивание наружных стен дома пенополистирольными, плитами. Этот знакомый всем полистирол характеристики в плане теплоизоляции имеет весьма примечательные. Но так ли хороши его остальные свойства? Сегодня мы об этом расскажем.
О свойствах пенополистирола – подробно и доступно
О теплопроводности
Пенополистирол представляет собой не что иное, как множество пузырьков воздуха, заключенных в тоненькие оболочки из полистирола. При этом соотношение таково: два процента полистирола, остальные девяносто восемь – воздух.
В результате получается некое подобие твердой пены, отсюда и название – пенополистирол. Воздух герметично запаян внутри пузырьков, благодаря чему материал отлично удерживает тепло. Ведь известно, что воздушная прослойка, находящаяся без движения – великолепный теплоизолятор.
По сравнению с минеральной ватой коэффициент теплопроводности у данного материала ниже. Он может иметь значение от 0,028 до 0,034 ватта на метр на Кельвин. Чем плотнее пенополистирол, тем больше значение его коэффициента теплопроводности. Так, для экструдированного пенополистирола, имеющего плотность 45 килограммов на кубометр, этот параметр составляет 0,03 ватта на метр на Кельвин. При этом имеется в виду, что окружающая температура не выше +75% 0С и не ниже -50 0С.
О паропроницаемости и поглощении влаги
Экструдированный пенополистирол имеет нулевую паропроницаемость. А характеристики вспененного пенополистирола, который изготавливается особым образом, иные. Его паропроницаемость варьируется от 0,019 до 0,015 килограмма на метр-час-Паскаль. Это кажется странным, так как, по идее, подобный материал с пенной структурой пар пропускать не способен.
Ответ прост – формовка вспененного пенополистирола производится путем разрезания большого блока на плиты необходимой толщины. Вот и проникает пар через разрезанные вспененные шарики, забираясь внутрь воздушных ячеек. Экструдированный пенополистирол, как правило, не режут, плиты выходят из экструдера уже с заданной толщиной и гладкой поверхностью. Поэтому для проникновения пара этот материал недоступен.
Что касается впитывания влаги, то если погрузить лист вспененного пенополистирола в воду, он впитает ее до 4 процентов. Плотный пенополистирол, изготовленный методом экструзии, останется практически сухим. Он вберет в себя воды в десять раз меньше – всего лишь 0,4 процента.
Видео. Пенополистирол дышит
О прочности
Тут пальма первенства принадлежит экструдированному пенополистиролу, у которого связь между молекулами весьма крепкая. По прочности статического изгиба (от 0,4 до 1 килограмма на квадратный сантиметр) он заметно превосходит рядовой вспененный пенополистирол (его прочность лежит в пределах от 0,02 до 0,2 килограмма на квадратный сантиметр). Поэтому в последнее время вспененного пенополистирола, вырабатывается всё меньше, так как он менее востребован. Метод экструзии позволяет получить более современный материал для изоляции, прочный и влагостойкий.
Чего боится пенополистирол
Пенополистирол никак не реагирует на такие вещества, как сода, мыло и минеральные удобрения. Он не взаимодействует с битумом, цементом и гипсом, известью и асфальтовыми эмульсиями. Нипочем ему и грунтовые воды. А вот скипидар с ацетоном, некоторые марки лаков, а также олифа способны не только повредить, но и полностью растворить этот материал. Растворяется пенополистирол и в большинстве продуктов, получаемых путем перегонки нефти, а также в некоторых спиртах.
Вот только не любит пенопоплистирол (ни вспененный, ни экструдированный) прямых солнечных лучей. Они его разрушают – при постоянном ультрафиолетовом облучении материал становится сначала менее упругим, теряя прочность. После этого дело разрушения довершают снег, дождь и ветер.
Видео. Пенопласт и ацетон - химический опыт
О способности поглощать звуки
Если надо спастись от излишнего шума, пенополистирол стопроцентно не поможет. Ударный шум он несколько приглушить в состоянии, но лишь при условии, что будет проложен достаточно толстым слоем. А вот воздушные шумы, волны которых распространяются по воздуху, пенополистиролу не по зубам. Таковы особенности конструкции и свойства пенополистирола – жестко расположенные ячейки с воздухом внутри оказываются полностью изолированными. Так что для звуковых волн, летящих по воздуху, надо ставить преграды из других материалов.
О биологической устойчивости
Как выяснилось, плесень на пенополистироле жить не способна. Это подтверждено американскими учеными, которые в 2004 году провели ряд лабораторных исследований. Данные работы были заказаны фирмами-производителями пенополистирола из США. Результат их полностью удовлетворил.
Вся правда о безвредности, негорючести и долгом сроке службы
Полистирол способен служить много лет, не теряя своих свойств – испытания показали, что его можно многократно размораживать и замораживать, и качество материала при этом не страдает. Данный материал не подвержен горению, так как в его состав входят специальные вещества – антипирены. Всё это кажется совершенно правильным и неоспоримым, но лишь на первый взгляд. Есть несколько нюансов. О них поговорим далее.
Вопрос экологии
К сожалению, на воздухе пенополистирол окисляется. Причем вспененный пенополистирол, имеющий более рыхлую структуру, сильнее подвержен этому процессу. Экструдированный материал окисляется медленнее, но и его ждет та же участь. Только что уложенный пенополистирол еще и стирол выделяет, так как полная полимеризация материала невозможна на стадии производства. А пока полимеризация не будет завершена, выделение стирола не прекратится.
Производители пытаются оспорить информацию про вредность пенополистирола. Они говорят, что их продукция менее вредна, чем дерево. Имеется в виду выделение деревом вредных веществ при горении. Действительно, при горении пенополистирола образуется двуокись углерода, окись углерода и сажа. Но если пенополистирол нагреть до температуры, превышающей 80 градусов, то происходит выделение паров вредных веществ. В них содержатся пары: стирола, толуола, этилбензола, бензола и оксида углерода.
Вопрос горючести
На самом деле любой пенополистирол горит. Лукавят производители, заявляя, что он затухает самостоятельно, являясь менее опасным, чем дерево – увы, это не так. Подобное заявление явно противоречит российскому ГОСТу 30244-94, по которому пенопласты по горючести причислены к группам Г3 и Г4 – самым опасным.
Одним из способов извратить факты является эффектное подвешивание пенополистирольной плиты в воздухе, а затем ее поджигание. Для этого на плиту воздействуют снизу зажженной горелкой. Результат говорит сам за себя – выгорает только тот кусочек, который находился в контакте с горелкой, а далее огонь не идет.
Но ведь этот опыт никак не соответствует реальным условиям эксплуатации, и может служить лишь в качестве фокуса. А вот если на плоскость из негорючего материала положить кусок пенополистирола и поджечь, она вовсе не потухнет. Ведь раскаленные капли пенополистиролы, образующиеся при нагревании небольшого кусочка, перенесут огонь на всю его поверхность. Результат не заставит себя ждать – плита сгорит полностью.
Если взять пенополистирол, не включающий в себя антипирены, то его коэффициент образования дыма равен 1048 квадратных метров на килограмм. У пенополистирола с эффектом самозатухания этот показатель больше – 1219 квадратных метров на килограмм. У резины, например, он составляет 850 квадратных метров на килограмм, а у дерева и того меньше – всего 23 квадратных метра на килограмм. Чтобы было понятнее, приведем такие цифры: если задымленность в комнате более 500 квадратных метров на килограмм, то, вытянув руку, можно не увидеть ее пальцев.
Антипирены (чаще всего гексабромциклододексан) добавляют в пенополистирол для увеличения его пожаробезопасности. У нас в стране принято обозначать такой пенополистирол буквой «С». Это должно, по идее, означать, что материал обладает свойством затухать самостоятельно. Но на практике выясняется, что пенополистирол с антипиреном горит ничуть не хуже, чем не содержащий этой добавки. Он лишь загорается хуже, не делая этого самопроизвольно при повышенной температуре. Класс его горючести – Г2, но через несколько лет он превращается в Г3 или Г4 – свойства антипирена со временем ухудшаются.
Однако, следует отметить, что пенополистирол в строительных конструкциях никогда не применяется в открытом виде. Поверх этого материала всегда наносится фасадная штукатурка или монтируется стяжка. Поэтому строительные конструкции, в состав которых входит пенополистирол являются пожаробезопасными.
Вопрос срока службы
Если правильно эксплуатировать пенополистирол, закрывая его сверху штукатуркой или другим защитно-декоративным слоем, то он прослужит лет 30, не меньше. Правда, на деле всё оказывается не так радужно – то мастера слепят теплоизоляцию наскоро кое-как, то заказчик постарается сэкономить за счет материалов, то неопытный мастер ошибок наделает при монтаже пенополистирольных плит.
Одна из таких ошибок – неправильный расчет толщины утеплителя. Многим кажется, что если взять толстую тридцатисантиметровую плиту пенопласта, то она и прослужит дольше, и в доме теплее будет. Но это не так – материал большой толщины от перепадов температуры пойдет трещинами и волнами, под которые будет проникать холодный воздух. Надо заметить, что в Европе принята норма – утеплять дома снаружи пенополистиролом не более 3,5 сантиметра. толщиной. Это позволяет во время пожара уменьшить опасность отравления.
Как безошибочно выбрать пенополистирол
Пенополистирол является одним из самых популярных строительных материалов. Он легкий, теплый и дешевый, а работать с ним очень просто. Так как спрос велик, то и предложений от производителей появляется всё больше. И каждый из них уверяет, что именно его пенополистирол – самый лучший, а с качеством выше всяких похвал.
1. Теряясь от бесчисленного числа предложений, не спешите покупать материал. Сначала внимательно изучите его параметры. Если вам надо утеплить фасад, берите пенополистирол ПСБ-С, позиционирующийся как самозатухающий. Марка его должна быть не ниже сороковой. А если марка имеет число 25 и менее, то и не смотрите в сторону такого материала – он разве что для упаковки годится, но никак не для строительных работ.
2. При покупке материала проверяйте по каким стандартам он изготовлен. Если производитель изготавливает продукцию не по ГОСТ, а по собственным ТУ, то характеристики материла могут отличаться. Например пенополистирол ПБС-С-40 (сороковой марки) может иметь различную плотность – от 28 до 40 килограммов на кубический метр.
Изготовителю выгодно таким образом вводить покупателя в заблуждение – на производство пенополистирола меньшей плотности уходит меньше средств. Поэтому нельзя ориентироваться лишь на число в названии марки, а надо попросить показать документы подтверждающие технические характеристики пенополистирола.
3. Перед покупкой попробуйте отломить кусочек материала с самого края. Если это окажется низкосортный упаковочный пенопласт, то он разломается с неровным краем, по бокам которого будут видны круглые маленькие шарики. Материал же, полученный методом экструзии, на месте аккуратного разлома имеет правильные многогранники. Линия разлома будет проходить через некоторые из них.
4. Что касается производителей пенополистирола, то лучшими из них являются европейские фирмы «Polimeri Europa», «Nova Chemicals», «Styrochem», «BASF». Не отстают от них и российские компании-производители, такие, например, как «Пеноплэкс» и «Технониколь». Они имеют мощность производства, которой вполне хватает для изготовления пенополистирола весьма высокого качества.
Заключение
Хотя пенополистирол, как выяснилось, горючий материал и выделяет при сильном нагревании вредные вещества, он остается одним из самых востребованных теплоизоляторов. Ведь как утеплитель, пенополистирол имеет массу преимуществ: он самый дешевый, легко режется обычным ножом, почти не впитывает влагу и хорошо держит тепло. Не зря четыре европейских здания из пяти имеют именно пенополистирольное утепление фасада. Причем как жилые дома, так и офисы, и производственные помещения.
Правда, говорить о длительных исследованиях данного материала пока рано – еще и полвека не прошло с начала его использования. Поэтому те, кто говорят о сроке службы пенополистирола более 80 лет, могут подтвердить свои слова только испытаниями в лабораторных условиях. Но им стопроцентно верить не стоит – ведь для того, чтобы получить нужные результаты, можно особые образцы в лабораторию отправить.
Самое главное при эксплуатации пенополистирола во внешней среде – надежно укрыть его от солнечных лучей и атмосферных воздействий. Для этого надо использовать штукатурную смесь, в состав которой входит цемент. Покрытие следует накладывать плотно, не должно остаться ни одного просвета. Иначе крохотный солнечный лучик может со временем полностью разрушить теплоизоляцию.
А вот внутри пенополистирол для утепления применять не стоит, что бы ни утверждали производители. Пусть себе говорят, но ведь в случае пожара их рядом не окажется, а вот продукты горения могут причинить огромный вред, унося здоровье, а порой даже жизни людей. Примером может быть всем известная трагедия в клубе Хромая лошадь, где большинство посетителей просто задохнулись продуктами горения данного утеплителя.
Видео. Пенополистирол - плюсы и минусы
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разница между вспененным и экструдированным полистиролом
Основное различие между вспененным и экструдированным полистиролом состоит в том, что вспененный полистирол (или EPS) производится из твердых шариков полистирола, в то время как экструдированный полистирол (или XPS) производится из твердых кристаллов полистирола.
Вспененный полистирол является разновидностью пены, изготовленной из полистирола. Это легкая, жесткая и закрытая изоляция. Экструдированный полистирол является еще одной формой пены, изготовленной из полистирола. Торговая марка данного продукта — STYROFOAM™ (от The Dow Chemical Company). Оба эти материала являются термопластичными и жесткими.
Содержание
- Обзор и основные отличия
- Что такое вспененный полистирол
- Что такое экструдированный полистирол
- В чем разница между вспененным и экструдированным полистиролом
- Заключение
Что такое вспененный полистирол?
Вспененный полистирол или EPS — это термопластичный вспененный материал, который мы производим из твердых шариков полистирола. При производстве этого вспененного материала мы можем добиться расширения за счет небольшого количества захваченного газа внутри полистирольных шариков. Этот газ расширяется, когда мы нагреваем материал. Чтобы нагреть материал, мы используем пар. Этот процесс нагрева образует замкнутые ячейки EPS. После расширения эти шарики увеличивают свой объем в 40 раз по сравнению с первоначальным объемом шариков.
 Вспененный пенополистирол
Вспененный пенополистирол Около 98% пенополистирола составляет воздух. Поэтому это один из самых легких упаковочных материалов. Это делает транспортные расходы минимальными. Наиболее благоприятные свойства этого полимерного материала включают отличную теплоизоляцию, демпфирующие свойства и чрезвычайно легкий вес. Эти свойства делают его полезным в качестве строительных материалов, упаковочных материалов, модельных плоскостей и т.д. Однако есть и некоторые недостатки. Например, он не устойчив к органическим растворителям, он легко воспламеняется, если на нем имеется масло, опасен для здоровья при использовании в качестве упаковочного материала для пищевых продуктов и т.д.
Что такое экструдированный полистирол?
Экструдированный полистирол или XPS — это вспененный материал, который мы производим из твердых кристаллов полистирола. Поэтому в процессе производства требуются специальные добавки и вспенивающие агенты, а также кристаллы полистирола. Эти компоненты подаются в экструдер. Там смесь прекрасно сочетается и плавится в контролируемых условиях, таких как высокие температуры и давление. Это приводит к нужной вязкости, густоте, температуре и пластичности. Затем расплавленные материал пропускают через штамп. Когда он выходит из матрицы, он расширяется, образуя пену. Затем придаётся форма, остужается и обрезается этот материал до нужной формы.
В результате процесса производства экструдированного полистирола получается уникальный пенный продукт. Он имеет однородную структуру с закрытыми порами и гладкую поверхность. Этот материал обладает превосходной влагостойкостью. Следовательно, это полезно в строительстве и инженерных сооружениях. Кроме того, он обладает отличной химической стойкостью, совместимостью с почвой, возможностью хранения на открытом воздухе и т.д.
В чем разница между вспененным и экструдированным полистиролом?
Вспененный полистирол или EPS — это термопластичный вспененный материал, который мы производим из твердых шариков полистирола, тогда как экструдированный полистирол или XPS — это вспененный материал, который мы производим из твердых кристаллов полистирола. При рассмотрении производственных процессов вспененный полистирол оказывает минимальное вредное воздействие на окружающую среду, чем экструдированный полистирол.
Заключение — расширенный против экструдированного полистирола
Пенополистирол обозначается — EPS, экструдированный полистирол обозначается — XPS. Основное различие между вспененным и экструдированным полистиролом заключается в том, что вспененный полистирол производится из твердых шариков полистирола, в то время как экструдированный полистирол производится с использованием кристаллов твердого полистирола.
Вспененный полистирол собственного производства
Вспененный полистирол представляет собой гранулы от двух до восьми миллиметров. Каждая гранула пенопласта — это несколько микроскопических равномерно распределённых плотных, заполненных воздухом клеток.
1м3 вспененного полистирола заполнен заключённым в 3х-6-ти миллиардах закрытых ячеек воздухом на 98%.
Такая структура даёт вспененному полистиролу уникальные свойства, ведь во многом благодаря низкой теплопроводности, близкой к теплопроводности неподвижного воздуха, он и получил всемирную популярность.
Материалы на пенопластовой основе, как, собственно говоря, и сам пенопласт, получаются из вспененного полистирола. Этот материал используется в качестве сырья для приготовления пенопласта, при изготовлении мебели, для транспортировки хрупких изделий, а так же в качестве набивки форм, объёмов и пустот при транспортировке хрупких изделий.
Основные характеристики.
Пенополистирол характеризуется низкой теплопроводностью (0,027-0,040 Вт/м°С) и плотностью (15-40 кг/м³). При этом прочность пенополистирола позволяет применять его в качестве конструктивного элемента, способного нести значительные нагрузки в течение длительного времени. Прочность на сжатие при 10% линейной деформации составляет для различных марок 65-250 КПа.
Поведение пенополистирола при контакте с водой оценивается с учетом двух аспектов: водопоглощения и паропроницаемости. Пенополистирол не гигроскопичен, однако количество воды, которое может проникнуть в промежутки между гранулами, настолько мало, что его влиянием на теплопроводность можно пренебречь. Водопоглощение при погружении в воду на 7 дней составляет 0,5-1,5% от объема. Сорбционная влажность пенополистирола составляет 3-6% в массе.
Предельная прочность при сжатии 0,19 МПа, при изгибе 0,37 МПа.
Вспененный полистирол долговечен. Согласно исследованиям германских учёных его срок годности свыше ста лет.
Он не меняет своих свойств и размеров ни при длительном контакте с водой, ни при многократных воздействиях знакопеременных температур.
Пенополистирол — экологически чистый материал. Стирол, из которого он изготавливается, состоит из углерода и водорода. Пентан, применяемый в качестве порообразователя, получают из нефти. Попадая в атмосферу, он быстро разлагается на воду и углекислый газ. При горении пенополистирола образуется вода и углекислый газ, что характерно для горения других органических материалов, например, дерева.
Устойчивый к воздействию большей части химических веществ и биологическому разрушению вспененный полистирол не является питательной средой для грызунов, насекомых и микроорганизмов. Именно поэтому его срок годности практически неограничен.
Вспененный полистирол устойчив к воде и морозам. Стабильные технические характеристики – лучшая отличительная черта вспененного полистирола, играющая большую роль при его эксплуатации в климатических условиях с низкими температурами или большими перепадами температур.
На сегодняшний день в строительстве применяются трудновоспламеняемые и самозатухающие марки пенополистирола.
Такие пенополистиролы содержат специальные добавки антипирены, подавляющие самостоятельное горение, которое, в этом случае, наблюдается только в прямом контакте с открытым пламенем. Если контакт с открытым пламенем прекращен, прекращается и горение пенополистирола. Капли, образующиеся от расплава, не могут служить источником дальнейшего распространения огня.
область применения, долговечность и свойства материала
Обустройство отопления в квартире обходится недешево. Сделать его качественным можно, используя экструдированный пенополистирол. Технические характеристики его находятся на высоком уровне, а потому материал считается одним из лучших в своем роде. Он не крошится, считается удобным в монтаже. Обустройство его не приводит к расходу большого объема полезного пространства в помещении.
 Пенополистирол – отличный вариант для качественного утепления фасада дома
Пенополистирол – отличный вариант для качественного утепления фасада домаСвойства материала
Материал отличается ячеистой структурой. Оболочка у него тонкая, сделана из полистирола. Примерно 98% его структуры заполнено воздухом. Это своеобразная твердая пена, вот почему его называют пенополистиролом. Внутри него имеется множество пузырьков. За счёт этого материала удаётся отлично удерживать тепло. Пребывающая без движения воздушная прослойка представляет собой хороший теплоизолятор.
 За счет пузырчатой структуры – пенополистирол является хорошим теплоизолятором
За счет пузырчатой структуры – пенополистирол является хорошим теплоизоляторомЕсли сравнивать с минеральной ватой, показатель теплопроводности у этого материала невысокий. Коэффициент ее варьируется в пределах 0,028-0,034 ватт на метр на Кельвин. Чем плотнее пенополистирол, тем больше указанный показатель. Для экструдированного материала с плотностью 45 кг на кубометр указанный параметр составляет 0,03 Ватт на метр на Кельвин. Этот показатель актуален, если температура окружающего пространства не меньше -50 и не более +75 градусов.
Прочие особенности
Паропроницаемость экструдированного пенополистирола равна нулю. Если же речь идет о вспененном материале, то указанный показатель будет иным. Дело в том, что изготавливают его по другой технологии. Формовка его осуществляется посредством разрезания большого блока на фрагменты необходимой толщины. Через образованные вспененные шарики проникает пар. Он достигает воздушных ячеек.
 Паропроницаемость экструдированного пенополистирола равна нулю, в отличии от вспененного аналога
Паропроницаемость экструдированного пенополистирола равна нулю, в отличии от вспененного аналогаОбычно экструдированный пенополистирол не разрезают. Из экструдера они поступают уже с гладкой поверхностью и определённой толщиной. Вот почему пар проникнуть в него не может.
Вспененный пенополистирол впитывает до 4% влаги, если его погрузить в воду. Водные виды, сделанные посредством метода экструзии, остаются почти сухими. Изделия вбирают в себя всего лишь 0,4%, то есть в 10 раз меньше воды.
Экструдированный пенополистирол (ЭППС) считается самым прочным. У него имеется самая крепкая связь между молекулами. Показатель прочности статического изгиба варьируется от 0,4 до 1 кг на кв. см. Вспененные разновидности по этой причине используются меньше. Метод экструзии признан более эффективным, потому что он предоставляет возможность получения современного материала с хорошими показателями влагостойкости и прочности.
Полистирольный пенопласт и экструзионный пенополистирол состоят из одного и того же вещества. Отличаются они по технологии создания гранул.
Обзор характеристик экструдированного пенополистирола представлен в данном видео:
Воздействие внешних факторов
Олифа, ацетон и определенные виды лаков могут повредить структуру материала и даже растворить его. В этом плане опасность представляют любые продукты, полученные вследствие перегонки нефти. То же самое касается отдельных видов спирта.
 Воздействие лаков, спиртов может губительно сказаться на пенополистироле
Воздействие лаков, спиртов может губительно сказаться на пенополистиролеНа какие вещества не реагирует материал:
- минеральные удобрения;
- мыло;
- сода;
- цемент;
- гипс;
- битум.
Материал не любит прямых лучей солнца. Под воздействием ультрафиолетового облучения он теряет свою прочность и упругость. Дополнительным разрушающим фактором являются погодные явления, такие как дождь, ветер и снег.
Звукопоглощение и биоустойчивость
В результате исследования удалось установить, что плесень не приживается в структуре пенополистирола. Это доказали учёные из США, которые провели соответствующие опыты в 2004 году. Заказчиком их выступали фирмы-производители из Америки.
 Пенополистирол не подвержен поражению грибка и плесени
Пенополистирол не подвержен поражению грибка и плесениЕсли хочется спастись от лишних звуков с улицы, пенополистирол в этом вряд ли поможет. Он способен приглушать ударный шум, но для этого надо укладывать его толстым слоем. Что касается воздушных шумов, пенополистирол справиться с ними тоже не может. Ячейки с воздухом у него располагаются жёстко. Изнутри они изолированы полностью. Вот почему для распространяющихся по воздуху звуковых волн следует обустраивать другие преграды.
Экологичность и горючесть
Продолжительность службы полистирола довольно велика. За весь период эксплуатации материал не теряет собственных свойств. Если верить испытаниям, можно много раз его замораживать и размораживать, характеристики экструдированного пенополистирола от этого не пострадают. Материал включает в себя антипирены, а потому не подвержен воздействию огня. При этом на воздухе неизбежно случается процесс окисления.
 Пенополистирол является самозатухающим материалом, поэтому не подвержен действия огня
Пенополистирол является самозатухающим материалом, поэтому не подвержен действия огняУ вспененного пенополистирола структура рыхлая, к тому же он восприимчив к механическим воздействиям и износу. Экструдированный материал меньше подвержен окислению, но рано или поздно его ожидает аналогичная участь. Пенополистирол, уложенный только что, ещё и выделяет стирол, потому что на стадии производства невозможно обеспечить полную полимеризацию. Пока этот процесс не будет завершён, выработка указанного вещества продолжается.
Профессионалы часто обсуждают вопрос о вредности пенополистирола. Производители пытаются привести различные доводы в пользу изготавливаемого ими материала. В частности, они утверждают, якобы он менее вреден, нежели древесина. Компании делают акцент на том, что при горении дерево выделяет токсичные соединения, пенополистирол же образует двуокись углерода. Однако, если температура горения превысит 80 градусов, произойдет выброс паров вредных веществ. Это соединения бензола, толуола и стирола.
Горит любой материал. Производители несколько лукавят, утверждая, якобы пенополистирол способен самостоятельно затухать. Неточным является утверждение о том, что он менее опасен, чем древесина. Если заглянуть в официальное описание в ГОСТ, можно найти информацию о том, что пенопласты относятся к группе наиболее опасных веществ.
Продолжительность службы
Если использовать пенополистирол правильно, покрывая его декоративной штукатуркой, срок его службы удастся увеличить до 30 лет. Но в реальности всё оказывается не столь прекрасно, как кажется. Долговечность понижается по причине человеческого фактора. Мастера нередко обустраивают теплоизоляцию некачественно. Да и сами заказчики порой пытаются сэкономить на материалах. Если монтажом занимался неопытный работник, то вряд ли он сможет укладывать правильно пенополистирольные плиты.
 Срок службы утеплителя зависит от качества материала и правильности монтажа
Срок службы утеплителя зависит от качества материала и правильности монтажаРаспространенной ошибкой является неправильный подсчет толщины изделий. Почему-то многие думают, что если взять толстую плиту толщиной 30 см, она будет служить дольше и обеспечит дом теплом. В реальности же он больше будет страдать от температурных перепадов и покроется трещинами. Туда без особых усилий проникнет прохладный воздух с улицы. В странах Европы, согласно установленным нормам, используют пенополистирол толщиной не больше 3,5 см.
Советы по выбору
Характеристики, свойства пенополистирола должны быть тщательно изучены перед покупкой. Он считается одним из самых популярных материалов для строительных работ.
Его преимуществами являются:
- легкость;
- доступная цена;
- способность обеспечивать комфортные температуры в помещении;
- простота работы.
С каждым годом появляется все больше производителей, утверждающих, что их пенополистирол самый лучший. Потеряться в таком широком ассортименте не составляет труда.
 Пенополистирол – легкий, прочный материал с высокой теплоизоляцией
Пенополистирол – легкий, прочный материал с высокой теплоизоляциейНе стоит покупать первый попавшийся материал. Важно присмотреться внимательно к его параметрам. Если изделие берется для утепления фасада, необходимо отдать предпочтение модификации ПСБ-С. Ее обозначают в качестве самозатухающей. Он имеет обозначение в виде цифры 40. Если же на упаковку нанесен показатель 25 и меньше, его можно использовать разве что для упаковочных работ. Для строительства он не подходит.
Приобретая материал, надо смотреть, согласно каким стандартам его производили. Не стоит брать изделия, которые сделаны согласно ТУ, а не по ГОСТ. Плотность материала с маркировкой 40 — 28-40 кг на кубометр. Получается, что компания вводит своего покупателя в заблуждение, так как средств на пенополистирол меньшей плотности уходит намного меньше. Вот почему не стоит смотреть исключительно на число, указанное в маркировке, а спрашивать документы на товар. В них будет достоверная информация.
Перед покупкой можно попробовать отломить с края кусок материала. Если речь идёт об изделии низкого качества, он поломается с неровными краями. Полученный методом экструзии пенополистирол сформирует аккуратный разлом. На срезе можно будет увидеть полости в виде правильных многогранников, тогда как в первом случае это будут круглые шарики маленького размера.
Следует отдавать предпочтение известным и раскрученных фирмам, если хочется получить настоящее качество. Это такие компании, как BASF, Knauf, а также российская организация Теплекс.
Сфера применения
Пенополистирол используется в качестве элемента для утепления различных объектов. Это могут быть, к примеру, водопроводные трубы.
Применяют его для работ с:
- оконными и дверными откосами;
- кровлей;
- полом;
- стенами.
Пенополистирол высокой плотности требуется там, где предъявляются высокие требования к качеству конструкций. Применение для изоляции труб является оправданным в экономическом отношении. Берут блочный пенополистирол с той целью, чтобы в случае повреждения можно было с легкостью получить доступ к трубе. Для этого убирают определенный участок защитного покрытия.
 Пенополистирол активно применяется при утеплении труб
Пенополистирол активно применяется при утеплении трубПенополистирол находит активное применение при обустройстве транспортных путей. Его применяют потому, что он понижает вертикальную нагрузку на полотно дороги при строительстве сооружений. Его задействуют и в сфере производства СИП-панелей. Можно сказать, что область использования его почти ничем не ограничена. Он отличается небольшой плотностью, поэтому недостаточно устойчив к механическим повреждениям. Это надо учитывать, выбирая его в качестве материала для работы.
Утепление стен и полов
Чтобы работать со стенами, прибегают к двум технологиям. Согласно первой, монтируют утеплитель при помощи длинных гвоздей с широкими шляпками. Вторая методика предполагает установку посредством специальных клеящих веществ. Перед нанесением очищают рабочую поверхность от грязи. Материал также тщательно зачищают. Стену надо немного намочить. Наносят клей небольшими фрагментами с промежутком 20 см. Если работы производятся на керамзитобетонной стене, его потребуется больше.
Клей обладает пластичностью, потому позволяет быстро устранять любые дефекты, придавать плите правильное положение. Необязательно склеивать плиты по стыковому шву. Пока высыхает связующее вещество, можно закидывать досками экструзионный или блочный пенополистирол, прижав его к утеплённый плоскости. Как только клей окончательно высохнет, ее покрывают штукатуркой, укладывают облицовочный кирпич или монтируют декоративные панели.
Для утепления пола плиты используют потому, что они обладают хорошей несущей способностью и жесткостью. Благодаря хорошей изоляции, потери тепла через нижние перекрытия сводятся к нулю. Уменьшается уровень шума, проникающего через их структуру.
 Укрепляют плиты пенополистирола или дюбелями или клеющей смесью
Укрепляют плиты пенополистирола или дюбелями или клеющей смесьюЧтобы утеплить пол, используют плиты с толщиной не более 50 мм. Кладут их поверх рулонного или сыпучего материала с изолирующими характеристиками. Располагают между лагами. Обязательной является герметизация стыковых швов между ними. После этого делают бетонную стяжку слоем в 6 см. Вместо стяжки допустимо использовать древесно-стружечные плиты. Сухой пол или бетонная стяжка играет роль амортизационного компонента. За счёт такой прослойки можно исключить попадание в конструкцию пола звуковых колебаний.
Пенополистирол был и остаётся востребованным теплоизолятором, хоть и способен выделять вредные компоненты при чрезмерном нагревании. В качестве утеплителя у него есть немало преимуществ.
Изделие можно с легкостью разрезать простым ножом, да и доступен он по минимальной цене. Он практически не впитывает влагу, при этом обеспечивает квартиру оптимальным уровнем тепла.
У материала имеются определенные недостатки, но разработчики постоянно работают над формулой. Они добавляют разного рода добавки, но никому не раскрывают своих рецептов. Пенополистирол нового поколения содержит различные компоненты для борьбы с неблагоприятными условиями среды. Это антипирены, не позволяющие распространяться огню, и предотвращающие горение. Активные работы ведутся в плане долгосрочности изделий, выработки стойкости к внешнему воздействию.
Опасный материал в строительстве – ПЕНОПОЛИСТИРОЛ
ПЕНОПОЛИСТИРОЛ
Бурное развитие химической промышленности совпало с эпохой "холодной войны". Для новых систем обороны и нападения понадобились адекватные тепло- и звукоизоляционные материалы. Им надлежало отличаться, в частности, экономичностью, простотой в изготовлении, удобством в применении, легкостью, низкой теплопроводностью. Заказ военных был успешно выполнен. Появились полимерные утеплители, в том числе пенополистирол.
Горячеформованный пенополистирол (ГОСТ 15588–86) получил широкое распространение в строительной и упаковочной индустриях. Пенополистирол (ППС) – газонаполненный пенопласт на основе полистирола (ПС). В современных производствах вспенивание ПС осуществляется в основном за счёт использования высококипящих жидкостей (изопентан, метиленхлорид и др ), которые вводят при полимеризации стирола (С), в полистирольный «бисер». При нагревании например в горячей воде, бисер вспенивается, образуя предвспененные гранулы, которые после сушки и вылёживания спекаются в объёмные блоки при температурах 140-170°С и давлениях 150-200 КГС/см2. Блоки затем режут на нужные размеры. В промышленности используется также экструзионный пенополистирол с непрерывным методом получения (ППС).
Не секрет, что война и комфорт — "вещи несовместные". Поэтому когда материал доказал коммерческую ценность при массовом решении задач энергосбережения в гражданской сфере, полная информация о нем стала опасна для профильного бизнеса.
Поэтому пенопласт, легкий и теплый на ощупь материал, состоящий на 98% состоит из воздуха, подаренный нам полвека назад химиками и названный ими пенополистиролом, широко используют при строительстве разных технологических зданий, жилых домов, панельные стены которых похожи на пирог с химической начинкой или с надетыми на стену из монолитного железобетона с наружной и внутренней стороны термоблоками из вспененного полистирола. Такой дом гордо называют «ТЕРМОДОМ».
Для пропаганды использования пенополистирола в строительстве ему присваивают множество мифов:
Миф первый: Высокие теплоизоляционные свойства.
Теплоизоляторы по критерию теплопроводности. Большинство утеплителей из вспененных пластмасс, как правило, имеют коэффициент теплопроводности 0,035–0,048 Вт/мК при температуре 25°С. Отдельные производители заявляют, что этот показатель достигает значений 0,020 Вт/мК и даже 0,018 Вт/мК. Но вспененным пластмассам присуще водопоглощение. Так гранулированный пенополистирол, изготовленный беспресовым методом увеличивает свое водопоглощение до 350% по массе. Но и это еще не предел. Зафиксированы случаи, когда плиты беспрессового пенополистирола при эксплуатации покрытия с поврежденным гидроизоляционным ковром приобретают влажность до 900%. Понятно, что при таком количестве поглощенной воды, ни о каком нормативном значении коэффициента теплопроводности теплоизоляционного материала и речи быть не может.

В течение часа человек выделяет около 100 г влаги. Если это жилое помещение, то к этому количеству необходимо добавить влагу, появляющуюся при приготовлении пищи, стирке и т.д., в результате чего влажность увеличивается многократно. Поэтому для создания комфортного и здорового микроклимата наружные стены должны «дышать», что означает – обладать хорошей паропроницаемостью. Однако паропроницаемость абсолютно всех вспененных утеплительных материалов, применяемых в строительстве на порядок меньше, чем минераловатных и стекловолоконных утеплителей. Например, коэффициент паропроницания пенополиуретана и пенополистирола равен приблизительно 0,05 мг/мчПа, в то время как у минераловатных изделий – 0,4–0,6 мг/мчПа. Поэтому, как показывают результаты исследований, проведенные франкфуртским Институтом строительной физики и ганноверским Институтом строительной техники, применение в качестве утеплителя пенополистирольных плит уменьшает диффузию водяного пара через наружные стены в среднем на 55–57%. Технический университет в Хельсинки проводил мониторинг параметров микроклимата в санкт-петербургских домах, утепленных пенополистиролом. В этих домах старые, традиционные окна советского изготовления были заменены новыми, современными со стеклопакетами и вентиляционными клапанами, была восстановлена вентиляция, установлена система управления температурой теплоносителя. Однако в первую же зиму относительная влажность воздуха в 70% квартир достигла 80% при температуре воздуха 18°С, а такие условия являются весьма благоприятными для развития грибков.
Миф второй: Долговечный материал.
Это свойство явилось причиной более пристального изучения свойств многих теплоизоляционных материалов, в том числе и пенополистирола. Особенно глубокие исследования были проведены лабораторией профессора А. И. Ананьева в НИИ Строительной Физики (Москва). Поводом к проведению исследований стали результаты вскрытия покрытия подземного торгового комплекса на Манежной площади в Москве, построенного несколько лет назад. При вскрытии покрытия, находящегося в эксплуатации всего два года, было обнаружено значительное разрушение пенополистирольных плит, на которых образовались значительные раковины и трещины. В результате деструкционных процессов толщина некоторых плит уменьшилась 80–14 мм, при этом плотность пенополистирола в зоне самой тонкой части увеличилась более чем в четыре раза – до 120 кг/м3. Приведенное сопротивление теплопередаче теплоизоляционного слоя покрытия в зоне чрезмерной деструкции пенополистирольных плит стало составлять 0,32 кв. м°С/Вт, что отличает его от проектного значения, равного 2,7 кв. м°С/Вт, более чем в восемь раз. Причина столь катастрофического состояния утеплителя заключалась, как показали результаты исследований, в нарушении технологии производства работ и отсутствием учета ряда физических и химических особенностей пенополистирола при проектировании. Этой же лабораторией были проведены исследования беспрессового пенополистирола, эксплуатировавшегося, так сказать, в более ординарных условиях – наружных ограждающих конструкциях зданий. Результаты показали довольно существенное увеличение (0,047–0,05 Вт/м°С) теплопроводности утеплителя.
Высокую сходимость с результатами НИИСФ показывают исследования, проведенные Нижегородским государственным архитектурно-строительным университетом. Полученные там данные показывают, что величина приведенного значения сопротивления теплопередаче наружных стен, утепленных беспрессовым пенополистиролом, уменьшилась в среднем на 49–59%.
Заведующий лабораторией российского НИИ строительной физики, доктор технических наук Александр АНАНЬЕВ и председатель правления Российского общества инженеров строительства (РОИС), доктор технических наук Олег ЛОБОВ зафиксировали случаи, когда за семь-десять лет эксплуатации конструкций втрое снизилась способность пенополистирола держать тепло. Это, по их мнению, происходит потому, что, кроме процесса естественного разрушения, действуют и другие факторы: например, ремонт квартир, неосторожное обращение жильцов с бытовой химией. Плохо переносит пенополистирол и летучие углеводородные соединения (они появляются, когда фасад красят или покрывают гидроизоляцией).
Безоглядное применение полимеров, как утверждает российский профессор Борис БАТАЛИН, сорок лет посвятивший изучению стройматериалов, может привести к тому, что сиюминутная экономия обернется впоследствии многомиллиардными затратами. Доказано, что через 10-15 лет пенополистирол неминуемо постареет, ухудшатся его теплозащитные свойства. А значит, тепла для обогрева домов понадобится вдвое больше.
С этой точки зрения более эффективен экструзионный пенополистирол (ЭППС), который, как показывают результаты моделирования в ВНИИстройполимер, выдерживает 50-летние циклические температурно-влажностные нагрузки, но при условии применения в земляном полотне (подстилка дорожному покрытию) и для утепления подвальных помещений. Косвенно эти данные подтверждают и результаты обследования, выполненные Белорусским национальным техническим университетом. Обследованию были подвергнуты построенные в 1976 г. сооружения, в ограждающих конструкциях которых был использован экструзионный пенополистирол. Для лабораторных исследований были взяты контрольные образцы, результаты изучения которых показали, что утеплитель находится в превосходном состоянии. Подчеркнем, экструзионный пенополистирол применяется на Западе в качестве утеплителя расположенного в земле – в основном под дорожным полотном автомагистралей или искусственных водоемов, т.е. там, где не подвергается воздействию водяного пара.

Миф третий: Экологичный материал.
К материалам на основе полистирола особенно много претензий в связи с выделением вредных веществ. Дело в том, что, во-первых, 100%-ая полимеризация происходит только теоретически. На самом деле этого у полистирола никогда не бывает, процесс полимеризации идет не до конца, на 97–98%; во-вторых, процесс полимеризации обратим, поэтому полимеры постоянно разлагаются под влиянием света, кислорода, озона, воды, механических и ионизирующих воздействий, и особенно под влиянием тепла. Образовывающийся таким образом свободный стирол проникает в помещения, и люди длительное время живут в обстановке, когда в жилой атмосфере есть стирол (пусть концентрации и ниже ПДК). От этих микродоз стирола страдает сердце, особые проблемы возникают у женщин. Стирол оказывает сильное воздействие на печень, вызывая среди прочего и токсический гепатит.
Основная токсикологическая опасность полистирола (ПС) и пенополистирола (ППС) соответственно состоит в том, что ПС относится к равновесным полимерам, которые при обычных условиях эксплуатации подвержены процессу деполимеризации и в результате уже при обычных условиях эксплуатации находится в термодинамическом равновесии со своим высокотоксичным мономером – стиролом (С): ПС n = ПС n-1 + С.
Если термодинамическое равновесие полистирола сдвигается вправо, следовательно, стирол постоянно выделяется в окружающую среду. Наличие термодинамического равновесия полистирола доказано экспериментально. Концентрация С в ПС зависит от температуры (повышение температуры вызывает повышение концентрации С). При температуре 25°С концентрация С в ПС составляет 10,6 Кмолей/м3. Так как один Кмоль ПС составляет 104 грамма, то при 25°С в 1 м3 пенополистирола будет содержаться 104 микрограмм стирола, что очень много с учётом того что величина ПДК (линейной концепции) для развитых стран. ПДК стирола у них составляет 0,002 мг/м3 для воздуха населённых мест и помещений!!!
Исследования в Минске показали, что даже при комнатной температуре образцы систем утепления с тонкослойными штукатурками и теплоизоляцией из пенополистирола отечественного производства исторгают недопустимо много стирола (превышение ПДК — в 3,7–10,1 раза). А при 80 градусах (до такой температуры летом способны нагреваться внешние слои стены) зафиксировано 169-кратное превышение! "Голенький" же образец пенополистирола при тех же 80 градусах выдал стирола в количестве 525 ПДК.
Пенопласт также подвергается выветриванию, при котором в малых концентрациях возникают газосодержащие смеси. Если они долго воздействуют на организм ребенка или больного человека, то обязательно обеспечат затяжные и непонятные болезни. В западных странах все эти стойкие органические загрязнители (СОЗы) подпадают под запрет специальной Стокгольмской конвенции.
Член-корреспондент Российской академии наук Борис Гусев и его коллеги обнаружили, что за период эксплуатации разлагается до 10–15% пенополистирола, притом разложившаяся часть — на 65% стирол. А он имеет повышенные кумулятивные свойства — накапливается в печени, но не выводится. Значит, считают ученые, надо уменьшить ПДК стирола, выделяющегося в жилье, раз в 600. Выходит, применять это вещество в жилищной сфере нельзя вообще.
СПРАВОЧНАЯ ИНФОРМАЦИЯ
Предельно допустима концентрация (ПДК)
Говоря о таком параметре, как ПДК необходимо упомянуть, что существуют две концепции оценки влияния вредных веществ на организм человека – пороговая и линейная. В пороговой концепции утверждается, что снижать концентрации вредных веществ нужно до некоторого уровня (порога), определяемого значением предельно-допустимой концентрации (ПДК). Малые концентрации (ниже уровня ПДК) вредных веществ безвредны. Этой концепции придерживаются в России и странах бывшего СССР. В линейной концепции предполагается, что вредное влияние на человека пропорционально (линейно) зависит от суммарного количества поглощенного вещества, то есть от произведения его концентрации на время. Отсюда вывод: Малые концентрации при длительном потреблении вредны. Этой концепции фактически придерживается ряд стран: США, ФРГ, Канада, Бельгия, Япония и некоторые другие. Переход к линейной концепции вынудит пересмотреть очень многие нормативы. Например, величина ПДК на сернистый ангидрид должна быть уменьшена в 6,2 раза, а на стирол – в 594 (!) раза. Столь низкое требуемое значение ПДК на стирол в помещении вызвано особыми свойствами стирола. Это вещество относится к конденсированным ароматическим соединениям, имеющим в своей молекуле одно или несколько бензольных ядер, и, подобно аналогичным веществам (бензол, бензпирен, безантрацен), имеет повышенные коммулятивные (накопительные) свойства: накапливается в печени и не выводится наружу.
Выводы наших исследователей-экологов весьма категоричны. Во-первых, необходимо пересмотреть нормы ПДК, которые для жилищного строительства должны быть уменьшены в десятки и сотни раз в соответствии с коммулятивными свойствами вредных материалов. Во-вторых, по мнению ученых, среди веществ, содержащихся в строительных материалах, наибольшей степенью коммулятивности обладает стирол, что требует уменьшения ПДК при его использовании в жилищном строительстве до таких минимальных значений, что это равносильно полному запрещению применения продуктов полимеризации стирола в жилищном строительстве вообще.
Но и это еще не все. При окислении стирола кислородом воздуха образуется бензальдегид и формальдегид. При высоких температурах (от 160°С и выше) пенополистирол подвергается интенсивной термоокислительной деструкции разлагаясь в основном до высокотоксичного стирола, сильнейшим образом отравляя окружающую среду и людей, что и имеет место при пожарах в зданиях, утеплённых ППС. Помимо этого, при пожарах ППС плавится и его плав горит, а температура горящего сплава ППС достигает 1100°С, что приводит к разрушению даже мощных металлических конструкций. Именно из-за высокой температуры горения ППС его используют как основной компонент в напалмовых бомбах, используемых, в том числе и для уничтожения бронетехники противника!!! Из-за этих свойств ППС его категорически запретили к применению как утеплителя в железнодорожных вагонах ещё более 15 лет назад. В работах НПО «ВНИИСТРОЙПОЛИМЕР» по санитарно-химической оценке различных строительных конструкций утеплённых ППС, проведённых в 70х..80х годах прошлого века было показано, что ни одна из представленных конструкций, не может быть применена в строительстве жилых зданий. Причиной этого было превышение реального содержания С в воздухе над значением ПДКСС для С. В 90х годах отрицательное заключение получил так называемый пенополистиролбетон, который предполагали заливать в полые конструкции. Превышение концентраций С в 2-4 раза над уровнем ПДКСС.
СПРАВОЧНАЯ ИНФОРМАЦИЯ
Стирол (винилбензол, фенилэтилен) - непредельный, ароматический углеводород, С6Н5СН=СН2 –бесцветная жидкость со специфическим запахом, плотностью 0,906 г/см3, температура кипения 145,2°С.
Стирол-мономер применяется в производстве полистирола (в т.ч. ударного полистирола и пенополистирола), АБС-пластиков, бута-диен-стирольных каучуков, термоэластопластов, сополимеров с акрилонитрилом, винилхлоридом; сополимеры с дивинилбензолом - сырье для ионообменных смол; реакционноспособный растворитель полиэфирных смол, модификатор алкидных смол.
Вызывает раздражение слизистых оболочек верхних дыхательных путей, головную боль, расстройство центральной и вегетативной нервной системы. Предельно допустимая концентрация - 5 мг/м3 (предельная концепция), и 0,002 мг/м3 (линейная концепция). Стирол отрицательно воздействует на кровь человека, вызывая лейкоз, отрицательно действует на печень, может вызвать токсический гепатит. Особая опасность стирола состоит в том, что он обладает эмбриогенным действием, то есть при длительном воздействии вызывает уродство эмбриона в чреве матери (см. работы профессора Бокова А.Н., в трудах кафедры гигиены и токсикологии полимерных материалов Ростовского мединститута).
Известный факт: большинство молодых женщин, живших на БАМе в передвижных домиках (а их утепляли именно пенополистиролом), потеряли способность к рождению детей. А в Белоруссии в домах, с аналогичным утеплителем дети до 14 лет болеют в пять- шесть раз чаще, чем в обычных домах.
Кроме того, стирол обладает ещё одним опаснейшим свойством – высоким коэффициентом кумулятивности (накапливаемости), то есть ярко выраженной способностью накапливаться (концентрироваться) в организме человека. В доказательство приведём таблицу коэффициентов кумулятивности ряда вредных веществ выделяющихся из полимерных строительных материалов:
Коэффициенты кумулятивности ряда вредных веществ
| Вещество |
Коэффициент Кумулятивности |
| Оксид углерода | 0,1195 |
| Диоксид азота | 0,1760 |
| Фенол | 0,2815 |
| Формальдегид | 0,5750 |
| Бензол | 0,6330 |
| Стирол | 0,7005 |
Таким образом, даже при содержании стирола в воздухе помещений на уровне ПДКСС (0,002 мг/м3) он будет оказывать сильное токсическое действие на организм человека за счёт кумуляции (накопления).
Полистирол — продукт полимеризации стирола (винилбензола). Полистирол — твердое, упругое, бесцветное вещество. Это жесткий, аморфный полимер с невысокой механической прочностью при растяжении и изгибе. Полистирол имеет низкую плотность, термическую стойкость, обладает отличными диэлектрическими свойствами и весьма низкой прочностью при ударе. Он легко деформируется при относительно невысоких температурах (80°C).
Из полистирола получают пластические массы, которые широко применяют в электротехнической промышленности, для изготовления предметов бытового назначения (посуда, статуэтки, детские игрушки и т. д.), линз, облицовочных плиток и несъемной опалубки (термоблоков) для строительства и т.д.
ВЫВОД
Таким образом, применение пенополистирола в строительстве жилых домов, будь то несъемная опалубка, внутристенный или перегородочный утеплитель, сэндвич-панели (плита ОSВ – пенополистирол – плита OSB), должно быть полностью запрещено. Конструкции с применением пенополистирола являются настоящими «газовыми камерами» для людей и представляют исключительно высокую пожароопасность. В случае пожара, шансы на спасение людей – минимальны.
Использование пенополистирола в любом виде при строительстве жилых домов должно рассматриваться как экологическое преступление против граждан РФ!!!
Но по заключению Государственного комитета санитарно-эпидемиологического надзора Российской Федерации материал считается абсолютно безвредным. Более того, Московским НИИ гигиены им. Ф.Ф. Эрисмана были проведены исследования проб воздуха из помещений, для утепления которых использовался пенополистирол; вредные для человека вещества, в том числе и стирол, не обнаружены. Следовательно, полистирольные плиты разрешены к применению для изоляции пищевых контейнеров и в качестве утеплител
Экструдированный пенополистирол: технические характеристики
Пенополистирол экструдированный что это такое? Экструзионный (экструдированный) пенополистирол – синтетический материал для теплоизоляции, разработанный американской строительной компанией в 50-е годы ХХ века. Изготавливается с применением технологии вспенивания, в составе используются полимерные композиции. Материал продавливается через специальную форму и соединяется в цельный элемент.

Выпускается в форме плит, подложки. Встречается на рынке как декоративный элемент. Стандартный размер плит составляет 600х1200 или 600х2400 мм. Стандартные размеры установлены ГОСТами, но многие компании изменяют размеры, делая пластины другой ширины. Распространен размер 580 мм. Толщина элементов варьируется от 20 мм до 10 см, в зависимости от производителя.
В торговые точки материал завозится упаковками по несколько элементов. Количество единиц в одной упаковке зависит от толщины изделий. Например, если толщина плит составляет 5 см, упаковка содержит обычно 8 единиц товара. При толщине 10 см упаковывается 4 пластины.
Дополнительная информация: возможен выпуск пеноплистирола в качестве напольного покрытия. Современный рынок предлагает материалы под ламинат, паркет, линолеум. Возможно изготовление на основе материала декоративных элементов. Выглядят они в точности как из гипса.
Достоинства и недостатки
Как и любой другой материал, экструдированный пенополистирол обладает достоинствами и некоторыми недостатками. До приобретения и использования стоит с ними ознакомиться.
Достоинства экструдированного пенополистирола:
- Поглощение влаги в пределах 0,2%. Этот показатель означает практически полную водонепроницаемость.
- Минимальный показатель теплопроводности. При стандартной температуре 25оС составляет около 0,032 Вт/м*К. Если сравнивать проводимость тепла, по показателям получается следующее: 55 см кирпича равняется 3 см пенополистирола.
- Хорошо выдерживает деформацию. Использовать можно для кладки под отмостку, закладывать после фундамента.
- Не вступает в реакцию с неорганическими химическими реагентами.
- Выдерживает значительные перепады температур, показатели не меняются при температуре воздуха от -50 до +75оС.
- По документации, использовать материал можно в течение не менее полувека. За это время характеристики не изменятся.
- Экологически чистое вещество. Используется не только как утеплитель, а, например, для производства легких одноразовых тарелок или других видов дешевой посуды. Из него производятся детские игрушки.
- Имеет минимальный вес. Небольшой толщины достаточно для хорошего утепления.

Кроме многочисленных положительных характеристик, можно выделить некоторые недостатки:
- сравнение с другими видами утеплителей показывает, что цена материала высокая;
- сильная горючесть. В процессе горения выделяются вредные вещества, черный дым;
- под воздействием ИК лучей разрушается. Для сохранения эксплуатационных характеристик необходимо спрятать от прямых солнечных лучей;
- производители заверяют, что внутри утеплителя не заводятся грызуны. Действительно, они не живут внутри, но часто проделывают каналы для передвижения;
- растворители разрушают структуру.
Кроме перечисленных недостатков, к ним можно добавить низкую проницаемость пара. Иногда это плюс, но если утеплять деревянный дом, возможно возникновение грибков, плесени. Как результат, появляется неприятный запах в жилище, постоянно ощущается сырость.
Область применения
Экструдированный серый пенополистирол имеет широкую область применения. Преимущественно используется для утеплительных работ. Ограничивается сфера использования только температурными показателями (не выше 75оС). Материал можно укладывать во влажных местах, в землю.

Обычно сфера использования ограничивается только финансовыми возможностями. Дороговизна делает нецелесообразным применение во многих местах. В местах, где отсутствует необходимость высоких технических характеристик, вместо ППС используется обычный пенопласт, отзывы про который тоже положительные, чтобы сэкономить средства.
Используется для утепления:
- бетонных или деревянных полов;
- стен внутри помещения или снаружи здания. Совместим с любым материалом;
- колодцев. Нередко бетонные кольца покрываются материалом для дополнительной защиты;
- отмостки;
- поверхности земли. Чтобы не произошло разрушение структуры, наносится краска. Даже тонкий слой не допустит порчи состава.
Кроме перечисленных сфер, материал применяется в дорожном строительстве. Входит в состав многих холодильных установок, как экструзия утеплитель. Используется в сельском хозяйстве. Пенополистиролом утепляют кровли, подземные этажи. Одно из перспективных направлений – производство сэндвич панелей.
Технические характеристики экструдированного пенополистирола
Материал обладает одними из самых высоких технических характеристик на рынке товаров для утепления. У любого газа теплопроводность намного ниже, чем у твердых тел. Для воздуха показатель составляет 0,026 Вт/м*оС. Экструдированный пенополистирол является воздушной смесью примерно на 90%. Обладает теплопроводностью в 0,03 Вт/м*оС. Почти как воздух, а значит, тепло удерживается идеально.
Материал выпускают с различными показателями плотности. Производители предлагают от 25 до 47 кг/м3. Чем выше цифра, тем большая прочность. По мере повышения плотности, прочность увеличивается от 20000 до 50000 кг/м2.

Вода впитывается пенополистиролом плохо. Примерно за месяц одна плитка способна впитать около 0,4% собственного объема, если погрузить ее полностью в воду. Дальше процент впитанной жидкости не увеличивается, а останавливается. Паропроницаемость минимальная. Составляет 0,0128 Мг/(м*ч*Па). Часто компании, специализирующиеся на выполнении ремонтных работ, предлагают не использовать пароизоляцию, ограничившись использованием только полистирола.
Утеплитель способен выдержать температуру в пределах от -50 до +75оС. Его использование возможно почти в любом климате. Горючесть высокая, класс изменяется в зависимости от добавления дополнительных веществ, от Г1 до Г4.
В некоторых моделях проделана специальная выемка по краям. Сделана для повышения плотности прилегания плит за счет изоляции швов. Данное нововведение не дает образовываться прослойкам холода между элементами, обеспечивая полное сохранение тепла.
С пенополистиролом были проведены испытания. Смысл их – многократное замораживание, размораживание мокрой плитки. Определено опытным путем, что без изменения технических характеристик материал выдерживает 80 циклов. Для пользователей эта информация полезна: примерно столько лет способен выдержать состав при эксплуатации.
Дополнительная информация: по сравнению с пенопластом, пенополистирол выигрывает по сохранению тепла примерно в 2 раза. Повышена прочность, уменьшена толщина. По сравнению с другими утеплителями, звукопроницаемость не очень высокая. Компенсируется недостаток простотой укладки. Для здоровья полностью безопасен.
Правила выбора материала
Спрос на пенополистирол высокий, увеличивается ежегодно. Чтобы утеплитель прослужил как можно дольше, выполнял без сбоев все требуемые функции, необходимо правильно совершить покупку. Каждый производитель утверждает, что его изделие – самое лучшее на рынке, но это не всегда правда.
Правила выбора:
- Обозначается полистирол двумя цифрами. Если маркировка ниже индекса 28, стоит отказаться от покупки. Проверка обязательна, некоторые марки изделия не подходят для фасадных работ, не справятся с утеплением дома. Выбирать материал с индексом 40 и выше. Неплохо зарекомендовала себя марка ПСБ-С-40, самозатухающий состав.
- Перед покупкой посмотреть стандарты, на основе которых осуществлялось производство. Многие изготовители выполняют плиты не по ГОСТам, а собственным техническим условиям. Возможен некачественный товар. Обычно понижается плотность, за счет чего снижается себестоимость. Не стоит ориентироваться на число марки, обязательно ознакомиться с характеристиками.
- Чтобы убедиться в высоком качестве продукции, можно отломить небольшой кусочек от края. Если на месте излома будут заметны небольшие шарики, пенополистирол, вероятно, низкосортный. На изломе должны быть многогранники правильной формы. Отломленный кусочек ровный. Тест показывает метод производства: экструзия, выполненная на профессиональном оборудовании, или кустарный способ, как у простого пенопласта.
- Приобретать товар у зарекомендовавших себя производителей. Таковыми являются «Penoplex» УРСА, Кнауф и «Технониколь» – русские. «Басф» или «Новахимикалс» – зарубежные.
Не стоит забывать, что производство пенополистирола – сложный технологический процесс. Методы производства отличаются у многих производителей. Некоторые безопасны, другие способны нанести вред здоровью человека.
Марки производителя
Каждая марка производитель пенополистирола отличается от конкурентов некоторыми особенностями. Чтобы разобраться в многообразии предлагаемого выбора, стоит рассмотреть изделия каждого производителя подробней.
Кнауф
Производитель из Германии. Производство представлено многочисленными вариантами пеноплистирола.

Используются утеплители:
- Knauf Therm Compack. Универсальный, используется для любого вида бытовой теплоизоляции. Имеет низкий коэффициент теплопроводности 0.032 Вт/мк, высокие звукоизоляционные свойства. Индекс снижения воздушного шума 47 Дб, ударный шум гасится, если показатель не превышает 24 Дб. Благодаря показателям хорошо подходит для утепления небольших помещений.
Может быть интересно
Поставляется плитами длиной 1х0,6 м. толщина 5 см. Паропроницаемость 0,033 мг/мчПа
- Knauf Therm Roof Light. Плотность низкая, 10–15 кг/м³. используется для удержания тепла на стропильных каркасах домов. Характеристики: проводимость тепла 0,034 Вт/мк, проводимость пара – 0,035 Вт/мк.
- Knauf Therm Wall – для утепления стен. Показатели совпадают с прошлыми конструкциями, отличается повышенная механическая прочность. 60 кПа – показатель устойчивости на сжатие. Выбор размеров плит широкий. Теплопроводность: 0,033 Вт/мк, паропроводность: 0,032 мг/мчПа. Г3 – класс горючести.
Имеются модели Knauf Therm Flor, подходящая для изоляции полов, с низкой теплопроводностью 0,03 Вт/мк и Knauf Therm 5 in 1. Последняя выделяется максимальной прочностью среди всех моделей компании. Выдерживает до 17 т/м2.
УРСА
Производитель пенополистирола УРСА из России представляет несколько вариантов изделий.

| Модель/Характеристики | URSA XPS N-III | URSA XPS N-III-G4 | URSA XPS N-V |
| Теплопроводность | 0,032 Вт/мК | 0,032 Вт/мК | 0,033 Вт/мК |
| Температура применения | от -50 до +75 | от -50 до +75 | от -50 до +75 |
| Водопоглощение | 0,3% от объема за 24 часа | 0,3% от объема за 24 часа | 0,3% от объема за 24 часа |
| Коэффициент паропроницаемости | 0,004 мг/мчПа | 0,004 мг/мчПа | 0,004 мг/мчПа |
| Прочность на сжатие | 25 т/м² | 25 т/м² | 50 т/м² |
От других производителей изделия отличаются повышенными показателями прочности. Материал незаменим для профессионального строительства. Один из наиболее прочных вариантов, выдерживающий значительные нагрузки.
Пеноплэкс
Отечественный производитель пенополистирола. Обладает широким модельным рядом. Плиты можно использовать для различных вариантов утепления.

Выделяют следующие виды изделий:
- Пеноплекс Стена
| Характеристики | Значение |
| Теплопроводность | 0,03 Вт/(м×°К) |
| Плотность | 25,0-32,0 кг/м³ |
| Прочность на сжатие | 0,20 МПа |
| Водопоглощение | 0,5% |
| Огнестойкость | Г3 |
| Диапазон температур | -50 … +75 °С |
- Пеноплекс Фундамент
| Характеристики | Значение |
| Теплопроводность | 0,03 Вт/(м×°К) |
| Плотность | 29,0-33,0 кг/м³ |
| Прочность на сжатие | 0,27 МПа |
| Водопоглощение | 0,5% |
| Огнестойкость | Г4 |
| Диапазон температур | -50 … +75 °С |
- Пеноплекс Кровля
| Характеристики | Значение |
| Теплопроводность | 0,03 Вт/(м×°К) |
| Плотность | 28,0-33,0 кг/м³ |
| Прочность на сжатие | 0,25 МПа |
| Водопоглощение | 0,5% |
| Огнестойкость | Г3 |
| Диапазон температур | -50 … +75 °С |
- Пеноплекс Комфорт
| Характеристики | Значение |
| Теплопроводность | 0,03 Вт/(м×°К) |
| Плотность | 25,0-35,0 кг/м³ |
| Прочность на сжатие | 0,20 МПа |
| Водопоглощение | 0,5% |
| Огнестойкость | Г4 |
| Диапазон температур | -50 … +75 °С |
| Характеристики | Значение |
| Теплопроводность | 0,03 Вт/(м×°К) |
| Плотность | 35,0-47,0 кг/м³ |
| Прочность на сжатие | 0,5 МПа |
| Водопоглощение | 0,4% |
| Огнестойкость | Г4 |
| Диапазон температур | -50 … +75 °С |
Технониколь
Считается лидером в области утеплительных материалов. С каждым годом объем выпускаемой продукции стремительно увеличивался. Сейчас утеплители стоят немного дороже, чем у конкурентов на российском рынке, но качество товара самое высокое. Специализируется на выпуске многочисленных наименований различных утеплителей. Пенополистирол представлен несколькими моделями.

| Характеристики/Модель | Техноплекс | Carbon Eco | XPS 35-300 | Prof | |
| Теплопроводность | 0,032 Вт/мк | 0,029 Вт/мк | 0,028 Вт/мк | 0,028 Вт/мк | |
| Плотность | от 26 до 35 кг/м³ | 26-32 кг/м³ | 35 кг/м³ | 30 кг/м³ | |
| Прочность на сжатие | 200 кПа | 250 кПа | 400 Кпа | 300 кПа | |
| Водопоглощение | 0.2% | 0.2% | 0.2% | 0.2% | |
| Огнестойкость | Г4 | Г4 | Г4 | Г4 | |
| Диапазон температур | -50 … +75 °С | -50 … +75 °С | -50 … +75 °С | -50 … +75 °С | |
| Паропроницаемость | 0,01 мг/мчПа | 0,011 мг/мчПа | 0,01 мг/мчПа | 0,01 мг/мчПа | |
Часто задаваемые вопросы
– Что лучше под стяжку керамзит или пенополистирол?
Коэффициент теплопроводности керамзита в среднем 0,12, а пеноплэкса 0,03 Вт/м*С. Т.е. почти на порядок. Таким образом, для обеспечения требуемой теплоизоляции полов засыпка кермазита будет намного толще, чем уложить листы пеноплэкса и им подобным. И как следствие, вся конструкция полов с керамзитом будет много толще, чем конструкция полов с пеноплэксом.
– Пенополиуретан или пенополистирол что лучше?
Проведя сравнительный анализ обоих утеплителей, можно сказать следующее: пенополиуретан обладает более высокими характеристиками по шумоизоляции, влагостойкости, термостойкости. Имеет более высокий класс пожаробезопасности. Однако теплопроводность его на порядок ниже.
Учитывая, что речь идет о выборе материала для утепления, пенополистирол будет лучшим. Хотя, если учитывать опыт пользователей, нет необходимости использовать материал с настолько высокими показателями, как у полистирола. Потому предпочтение при покупке стоит отдать пенополиуретану.
– Вреден ли для здоровья человека пенополистирол?
Нет, материал полностью безопасен при использовании. Единственный момент – при горении выделяется едкий дым.
– Какие поверхности нельзя утеплять пенополистиролом?
Нельзя утеплять поверхности, температура которых превышает указанные пределы: -50 … +75 °С. Еще одно ограничение: в деревянных домах, где требуется хорошая пароизоляция, материал применять нежелательно. Возможно образование плесени, грибка между стеной и утеплителем. Из дома не будет выходить влажный воздух. В помещении будет постоянная высокая влажность.
Что такое экструдированный пенополистирол? Универсальный утеплитель. Считается одним из современных образцов материалов данного класса. При его использовании стоит соблюдать установленные температурные нормативы и другие важные требования. Если утепление ЭППС выполнено правильно, производители дают гарантию на срок службы полистирола не менее 50 лет.
Технология производства пенопласта (пенополистирола) - ООО "ПК ВикРус"
Главная / Технология производства пенопласта (пенополистирола)Содержание:
- Предварительное вспенивание гранул.
- Кондиционирование предварительно вспененных гранул.
- Формование пенополистирольных блоков.
- Кондиционирование пенополистирольных блоков.
- Разрезание пенополистирольных блоков на плиты.
- Использование пенополистирольных отходов.
1. ПРЕДВАРИТЕЛЬНОЕ ВСПЕНИВАНИЕ
1.1. Краткая характеристика сырья
В качестве сырья используется вспениваемый самозатухающий полистирол, содержащий 5-6% смеси пентана и изопентана, являющейся вспенивающим фактором. Эта смесь содержится в гранулах полистирола в растворенном виде.
Сырье имеет вид гранул, получаемых путем суспензионной полимеризации стирола. Оно содержит вещество, снижающее горючесть -антипирен.
После подогрева до температуры 90-100°С, под действием улетучивающегося пентана гранулы увеличивают свой объем (процесс вспенивания) примерно в 30-65 раз. В промышленной практике для вспенивания полистирола используется водяной пар, который проникает также внутрь гранул и способствует действию пентана.
Международное обозначение вспениваемого полистирола: EPS самозатухающий FS.
Хранение:
Хранить исключительно в заводской, плотно закрытой таре или контейнерах, установленных в проветриваемых помещениях или под навесом, далеко от источников тепла и огня. Рекомендуется хранить сырье при температуре, не превышающей 20°С.
Продукт, хранимый при рекомендуемой температуре, следует использовать не позднее 3-6 месяцев с даты исследования продукта, указанной в сертификате качества. Продукт из частично опорожненной или поврежденной тары следует использовать немедленно.
В производственных помещениях можно хранить сырье в количестве, не превышающем его среднесуточный расход.
1.2. Переработка вспениваемого полистирола .
Окончательная плотность готового продукта определена уже на этапе предварительного вспенивания.
Важным показателем является контроль давления при процессе вспенивания, для непрерывных предвспенивателей 0,015-0,03 МПа, для циклических 0,015-0,02 МПа.
Во вспенивателе два способа изменения мнимой плотности продукта:
- путем изменения количества подаваемого сырья;
- путем изменения уровня вспениваемого материала в рабочей камере;
Первый и второй способ оказывают влияние на время нахождения вспениваемого материала в рабочей камере. Третий способ влияет на температуру в камере.
Влияние времени нахождения сырья во вспенивателе на мнимую плотность продукта представлено на рис.1.2.
Если время нахождения сырья во вспенивателе слишком продолжительно, то гранулы начинают усаживаться и плотность растет; при слишком высокой температуре вспененные гранулы могут образовать комки. Оба эти явления могут происходить одновременно. И оказывать непосредственное влияние на качество конечного продукта.
Плотность
Продолжительность предварительного вспенивания
Рис.1.2. Зависимость между мнимой плотностью и продолжительностью вспенивания
С целью получения низкой плотности (< 12 кг/м3) применяют двухступенчатое вспенивание. Двухступенчатое вспенивание проводят с помощью того же самого оборудования, которое используется для одноступенчатого вспенивания, с подачей предварительно вспененного сырья через систему вторичного вспенивания.
С целью достижения оптимальных результатов вспенивания гранулы перед вспениванием второй ступени должны быть насыщены воздухом (процесс кондиционирования).
Предварительно вспененные гранулы поступают в сушилку с кипящим слоем, в которой теплый воздух (темп. примерно 30-40°С) проходит через перфорированное днище сушилки, сушит и продвигает гранулы в направлении выгрузочного вентилятора.
Воздушная струя должна распределяться таким образом, чтобы процесс сушки и перемещения гранул протекал равномерно по всей длине сушилки (регулировка осуществляется с помощью заслонок в воздушных камерах сушилки).
Одним из чрезвычайно важных факторов, оказывающих влияние на вспенивание полистирола, является продолжительность хранения сырья. Чем старше сырье, тем продолжительнее вспенивание и тем труднее достичь требуемой мнимой плотности вспененных гранул. Поэтому срок хранения сырья в герметичной упаковке ограничен до шести месяцев.
1.3. Техническое оснащение узла предварительного вспенивания
a) вспениватель ВП-03
b) система вторичного вспенивания СВВ-1
c) поточная сушилка гранул СС-106
d) выгрузочный вентилятор ВПВ-2,5
2. КОНДИЦИОНИРОВАНИЕ ПРЕДВАРИТЕЛЬНО ВСПЕНЕННЫХ ГРАНУЛ
2.1. Основы процесса кондиционирования гранул
В ходе кондиционирования воздух проникает внутрь вспененных гранул вследствие образовавшегося в них вакуума, а из вспененных гранул в атмосферу выпускается влага в виде пара и пентан, не прореагировавшие остатки процесса полимеризации сырья. Указанный газообмен возможен благодаря газопроницаемости полистироловых оболочек.
Рис.2.1. Гранулы вспениваемого полистирола в процессе кондиционирования
Скорость диффузии воздуха внутрь гранул обусловлена, главным образом, мнимой плотностью, температурой окружающей среды и размером гранул. Целью удаления влаги с поверхности гранул в сушилке с кипящим слоем является получение 100% мнимой поверхности, через которую осуществляется газообмен.
Скорость испарения пентана также зависит от плотности, температуры окружающей среды и размера гранул. Из крупных гранул пентан испаряется медленнее, чем из гранул малого диаметра, что обусловлено соотношением между поверхностью гранулы и ее массой.
2.2. Техническое оснащение узла кондиционирования гранул
Силосы, используемые для кондиционирования вспененных гранул, изготовляются в виде легкой металлической конструкции стеллажного типа с контейнерами из ткани, пропускающей воздух.
При перемещении вспененных гранул с помощью струи воздуха, на поверхности гранул накапливаются сильные электростатические заряды. Поэтому чрезвычайно важно тщательно заземлить все металлические элементы силосов, транспортных трубопроводов и остального оборудования.
2.3. Параметры кондиционирования гранул
Температура окружающей среды в цехе кондиционирования гранул не должна быть ниже 15°С, при более низкой температуре продолжительность кондиционирования увеличивается. В летний период, при температуре свыше 20°С время кондиционирования сокращают, а при более низких температурах — продлевают.
При транспортировке свежих гранул в силосы, их мнимая плотность увеличивается в результате столкновений со стенками трубопровода. Поэтому при установке параметров вспенивания необходимо учитывать увеличение плотности при транспортировке.
3. ФОРМОВАНИЕ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ
3.1. Характеристика процесса формования
При выработке блоков вспененные гранулы свободно засыпают в камеру формы до ее полного наполнения. Затем в форму подают насыщенный сухой водяной пар под давлением 0,2-0,4 МПа, что приводит к дальнейшему увеличению объема гранул. В связи с тем, что гранулы находятся в закрытой камере, сначала заполняется свободное пространство между ними, а затем гранулы сцепляются друг с другом.
Рис.3.1.1. Пример фазового цикла формования блоков без использования вакуума
1) наполнение 2) продувание 3) запаривание 4) охлаждение 5) расформовка
Рис.3.1.2. Пример фазового цикла формования блоков с использованием вакуума

| 1) наполнение 2) вакуум 3) продувание 4) запаривание — рост | 5) запаривание — выдержка 6) выпуск 7) вакуумное охлаждение 8) разгрузка |
Важным фактором при запаривании блока является подача в камеру в свободное пространство между гранулами соответствующего количества пара в кратчайшее время. Для этого необходима соответствующая вентиляция (продувание), целью которой является удаление воздуха перед началом процесса запаривания. Недостаточная продолжительность продувания приводит к неоднородной плотности и плохому спеканию блока.
Важно также поддерживать постоянную высокую температуру формы, в противном случае значительно растет расход пара (рис.3.1.3) и пар становится мокрым, что снижает качество сцепления гранул.
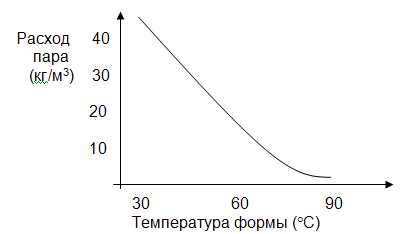 Рис.3.1.3. Примерный расход пара в зависимости от температуры формыДавление, которое блок оказывает на внутренние стенки формовочной камеры, составляет примерно 0,08 МПа. Для того, чтобы блок можно было вынуть из формы без его повреждения, это давление необходимо уменьшить до величины около 0,01 МПа. Время, необходимое для уменьшения давления блока, то есть время охлаждения, зависит от марки пенопласта.
Рис.3.1.3. Примерный расход пара в зависимости от температуры формыДавление, которое блок оказывает на внутренние стенки формовочной камеры, составляет примерно 0,08 МПа. Для того, чтобы блок можно было вынуть из формы без его повреждения, это давление необходимо уменьшить до величины около 0,01 МПа. Время, необходимое для уменьшения давления блока, то есть время охлаждения, зависит от марки пенопласта. 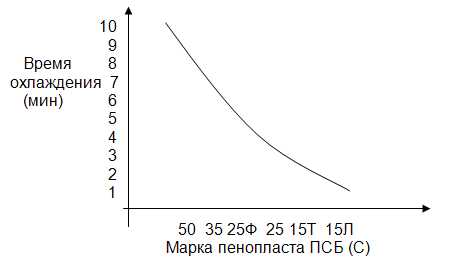 Рис.3.1.4. Примерное время охлаждения блока в зависимости от продолжительности кондиционированияВ фазе продувания и охлаждения применяется вакуум с целью интенсификации процесса запаривания и ускорения процесса охлаждения.
Рис.3.1.4. Примерное время охлаждения блока в зависимости от продолжительности кондиционированияВ фазе продувания и охлаждения применяется вакуум с целью интенсификации процесса запаривания и ускорения процесса охлаждения. 3.2. Техническое оснащение узла формования
a) блок форма УЦИП 1030.
b) установка вакуумирования ВУ-3,3 с аккумулятором вакуума АВ-1.
c) система вакуумной загрузки и охлаждения блоков.
d) компрессорная установка СБ4/Ф-500
e) аккумулятор пара ПН-5000
f) котел паровой
4. КОНДИЦИОНИРОВАНИЕ БЛОКОВ
4.1. Краткая характеристика процесса кондиционирования блоков
После окончания процесса формования блоки кондиционируют. Кондиционирование проводится с целью снижения влажности и устранения внутренних напряжений, возникающих при формовании. Кроме того, при этом протекают процессы диффузии газов и выравнивания давления внутри гранул с атмосферным давлением, подобные процессам, происходящим при кондиционировании предварительно вспененных гранул.
В процессе кондиционирования блоков очень важную роль играет очередность их использования, соответствующая очередности формования, то есть при отборе блоков для разрезания следует начинать с самых «старых».
5. РАЗРЕЗАНИЕ ПЕНОПОЛИСТИРОЛОВЫХ БЛОКОВ НА ПЛИТЫ
5.1. Характеристика процесса резки пенополистирола
Разрезание блоков осуществляется с помощью реостатной проволоки, нагретой до соответсвующей температуры.
Все отходы подаются в измельчитель, откуда в измельченном виде пневматически транспортируются на вторичное использование.
5.2. Требования по качеству
Внешний вид
Окраска пенополистироловых плит должна быть такой же, как окраска предварительно вспененных гранул полистирола.
Необходимо проводить выборочную проверку плит — по крайней мере 2 шт. на длине каждого блока.
Если плиты отвечают предъявляемым требованиям, то после укладки в стопки они направляются на упаковку.
Если отклонение от требуемых размеров превышает допустимую величину, то следует еще раз проверить по одной плите на всей длине блока, определить причину, произвести соответствующую корректировку промежутков между отрезками реостатной проволоки.
Проверить таким же образом размеры плит, полученных в результате разрезания следующего блока.
Плиты, которые не отвечают предъявляемым требованиям, направляются на вторичное использование.
6. ИСПОЛЬЗОВАНИЕ ПЕНОПОЛИСТИРОЛЬНЫХ ОТХОДОВ
Отходы используется вторично в производстве блоков.
6.1. Техническое оснащение узла
a) дробилка пенополистирольных отходов
b) технологический силос
6.2. Система измельчения
Устройство предназначено для измельчения пенополистироловых отходов, в результате чего получают крошку, используемую в качестве добавки к гранулам полистирола при производстве пенополистироловых блоков. Размеры получаемой таким образом крошки составляют до 15 мм.
Интересно? Оставьте закладку, что бы вернуться сюда позже!